
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Оборудование для борирования сталей и чугунов 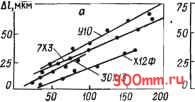 30X13 50 100 Рис. 72. Изменение размеров образцов хромистых сталей! зависимости от толщины боридного слоя: а ~ 35% В<С + 65% NajB.O,; б - 35% SiC + 65% NajB.O, При борировании хромистых сталей происход увеличение размеров обрабатываемых издели Проведенные исследования показали, что изме ние размеров в процессе борирования прямо порционально толщине боридного слоя (рис. 72 может быть описано простыми уравнениями: 1. Борирование в расплаве 30% В4С+70% N323407 7X3 - Д/=0,31у -0,9 Х12Ф1 - А/ = 0,25у -2,5; 2. Борирование в расплаве 307о SiC+70% Na2B407 7X3 -A/ = 0,17y+10,3 Х12Ф1 - Д/=0,028у+П, где А/ - изменение размера образца (мкм), j( толщина боридного слоя (мкм). В случае борирования в расплаве буры с бидом бора (30%) наблюдается более значи ное изменение размеров, чем при борировани расплаве с карбидом кремния. При постоянном жиме борирования изменение размеров весьма( бильно, что позволяет ввести соответству допуск на механическую обработку изделий, лежащих борированию. Борированные изделия гут быть подвергнуты только доводочным ( циям механической обработки: незначите шлифовке и полировке. В закаленном и низкоотпущенном сост борирование не снижает твердости (табл. ударной вязкости хромистых сталей (табл. Предел усталостной прочности в зависимс Влияние борирования на твердость сердцевины образцов яе закалки и низкого отпуска vva
r\lЧ%l ~ 840±10°С, отпуск С, 1 ч, Х12Ф1 - закалка с 970±10°С, отпуск 170°С, 1ч. борирования на ударную вязкость хромистых ГРУог - , в закаленном и низкоотпущенном *=170 С, т=1 ч) состоянии
1римечание. Сталь 7X3 - закалка с температуры tlOX; сталь Х12Ф1 - закалка с температуры 970=Ы0°С. jiKH стали изменяется от 40-43 до 50-54 им2 (табл. 120). Термическую обработку про-по общепринятым для этих сталей режимам. 120. Усталостная прочность борированных хромистых инструментальных сталей (30 /о SiC+70% NasBiO?, /=950°С, т=2 ч, охлаждение на воздухе)
Эффективность применения борирования опр деляется степенью повышения износостойко сталей. Сравнительные данные по износостойко хромистых инструментальных сталей в закале и низкоотпущенном состоянии приведены в таб 121. Испытание на изнашивание выполнено 121. Влияние условий борирования на износостойкость хромистых инструментальных сталей (тисп. -30 мин)
1шйне Х2М типа Шкоды-Савина при нагрузке кгс и времени испытания 30 мин. Анализ результатов исследования износостой-ти показал, что она определяется в основном ящиной, строением и фазовым составом борид-слоев. Повышение температуры и времени на-цения несколько увеличивает износостойкость рядных Слоев. При этом следует помнить, что лщина слоя не должна превышать некоторой Иределенной величины. Хром повышает износо-ойкость борированных сталей. Однако следует метить, что легирование стали с целью повыше-износостойкости боридных слоев вряд ли целе-образно, так как эффект влияния легирующих Цементов на износостойкость диффузионного слоя равнительно невелик. Поэтому выбор сталей для изготовления штам-вого инструмента должен в первую очередь оп-деляться требованиями, предъявляемыми к стало механическим свойствам, прокаливаемости, дойности к деформации в процессе термической бработки и т. д. В ряде случаев для изготовления (лампового инструмента, подвергаемого борирова-йю, вместо высоколегированных щтамповых ста-й можно применять углеродистые или низколе-ярованные инструментальные и даже конструкци-аые стали. Низкохромистые инструментальные стали с ус-хом использовали для изготовления матриц и уансонов гибочных (повышение стойкости в 6- 0 раз), калибровочных (повышение стойкости в -6 раз) штампов, вставок кузнечных валков для орячей раскатки колец железнодорожных под-нипников (повышение стойкости в 1,5 раза); вы-йкохромистые - для изготовления матриц калиб-овочных (взамен стали Р18, повышение стойкоеги 5-6 раз) и гибочных (повышение стойкости в -8 раз) штампов. Борирование сложнолегированных сталей повышенной прокаливаемости типа ХВГ (ХВГ, ХВСГ. 9ХВГ) Борированные стали типа ХВГ используют матриц и пуансонов штампов холодной шта* ки, штампов и форм прессования полимеров, иа ритсльных инструментов и т. д. Скорость борирования инструментальных лей, легированных одновременно марганцем, мом, В0Л1 фрамом, значительно ниже скорости; рирования углеродистых сталей: 900 2, 4, 6 950 2, 4, 6 2.4,1 Режим борирования t, С 850 т, ч 2, 4, 6 Толщина боридного слоя на стали ХВГ, мкм 100% В4С 25,50,70 35,65,95 45,90,140 85,170, 98% В4С+2% А1Рз 35,55,70 40,70,90 50,95,145 90,185, Режим борирования t, С 950 т, ч 2, 4, 6 Толщина боридного слоя на стали ХВГ, мкм 30% SiC+70% буры 10,20, 30 30% В4С+70% буры 35, 65, 80 Режим борирования t, °С 800 т, ч 2, 4, 6 Толщина боридного слоя иа стали ХВГ, мкм 80% В4С+20% NaaAlFe 20, 35, 45 1000 2, 4, 6 20, 30, 40 65, 105, 130 1050 2, 4,i 35, 70, 95,140, П 850 2, 4, 6 h 30, 45, Щ По микроструктуре боридный слой стали (рис. 73) сходен с боридным слоем стали ШХ1 Он отличается большой сплошностью и равном ностью по Толщине, игольчатое строение слоя бо выражено. После борирования в расплаве бу с карбидом кремния имеет однофазное (Fe строение (металлографически фаза FeB не обна живается, но на рентгенограммах слабые интер ренции этой фазы выявляются), а при борир НИИ с карбидом бора - двухфазное (FeB-f-Fe Борирование не ухудшает состояния поверх сти изделий, обработанных на чистоту не bii Рис. 73. Микроструктура бо-Ридиого слоя стали ХВГ.Х325 (40%В4С+60% N82840;, Щ =950°С, т-6 ч) класса (табл. 122), если не происходит скалыва-1и боридного слоя. После борирования в распла- буры с карбидом кремния и охлаждения на вдухе опасные сколы боридного слоя (по боко-< граням образцов) появляются лишь при тем-ратуре насыщения выше 1000°С. Последующая цалка с повторного нагрева (/ = 820°С, нагрев в яной ванне: 85% NaCl+15% ВаСЬ) резко ухуд-1ет состояние поверхности (табл. 123). Особенно иена объемная закалка при значительной толпе боридных слоев. После борирования по ре-1мам: <=1000°С, т=6ч и /=1050°С, т=2, 4 и . Влияние борирования на шероховатость поверхности м ХВГ
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


