
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Долговечность и надежность деталей машин такте рабочего и опорного валков. Кроме того, рабочие валки находятся в контакте значительно дольше, чем опорные валки. Величина износа рабочих и опорных валков определяется главным образом давлением прокатки. Как правило, величина износа валков по клетям следует за изменением давления прокатки. Важным фактором, определяющим величину износа рабочих валков, является температура прокатываемых полос и длительность контакта полосы с поверхностью валков. Часто наблюдается разгар поверхности if О 50 150 100 ZOO менять. Дефекты валков станов холодной прокатки делят на две группы: дефекты, возникающие при изготдвлении, и дефекты, возникающие при эксплуатации. В табл. 1.7 указан ряд характерных дефектов, известных из практики изготовления и эксплуатации валков холодной прокатки. При рассмотрении причин выхода валков станов холодной прокатки из строя анализируют качественное состояние валков, условия, при которых возникают повреждения, и режимы эксплуатации валков на станах. 1005060 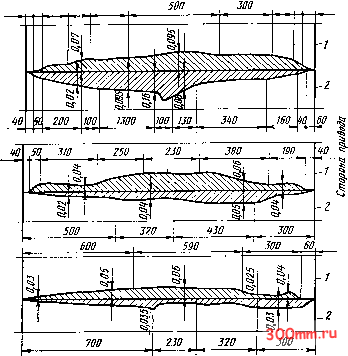 Рис. 1.29. Профиль и износ опорных валков черновой группы стана 1680: 1 - верхний валок; 2 - нижний валок рабочих валков черновой группы и первых двух клетей чистовой группы. Износ рабочих и опорных валков приводит к образованию значительных зазорбв между валками и, следовательно, к перераспределению и изменению величины давления в контакте между рабочими и опорными валками. Характер и величина износа рабочих и опорных валков определяются также жесткостью валковой системы, соотношением диаметров валков, длиной бочки, сортаментом прокатываемых полос, материалом, из которого изготовлены валки, и режимом термической обработки. Валки станов холодной прокатки. Основными причинами выхода их из строя являются разрушения поверхностного слоя бочки, носящие контактноусталостный характер, и износ. В результате многократных плановых перешлифовок снимается весь закаленный слой валка, твердость его становится недостаточной и валок необходимо за- Винт нажимного устройства. Нажимные винты эксплуатируются на всех прокатных станах, однако максимальному изнашива- 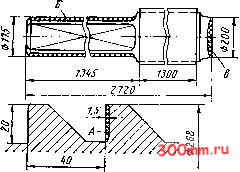 Рис. 130. Износ винта нажимного устройства блюминга Таблица 1.7 Дефекты и повреждения валков холодной прокатки Операция, при которой возникают дефекты и повреждения Виды дефектов и повреждений Выплавка и разливка Ковка Механическая обработка Термическая обработка Эксплуатация Неметаллические включения, флокены, пористость, плены, ликвация, раковины Карбидная сетка, раковистый и камневидный излом, Крупные блестящие пятна в изломе, дендритная структура, законы, трещины Кольцевые риски на внутреннем канале, подрезы в местах сопряжений малый радиус галтелей, смещение осевого канала, несквозной центровой канаЛг невыведенные волосовины и раковины, сетка шлифовочных трещин, несоответствие размеров чертежу Низкая или неравномерная твердость, малая глубина активного слоя, неоднородная структура, повышенная хрупкость, неудовлетворительная микроструктура закаленного слоя (крупноигольчатый мартенсит, остаточный аустенит, скопления карбидов и карбидная сетка), большие остаточные напряжения, закалочные трещины, низка прочнорть металла у внутреннего канала Поломки, отслоения, выкрошки, трещины, навары, местные отпечатки (порезы, вмятины, вдавлины, хвосты , волчки ), выработка бо-чек, местные перегревы, изгиб (и другие повреждения) шеек и тре-фон, задиры, забоины, лампасы, износ активного слоя нию подвержены нажимные винты блюмингов и слябингов. Характер износа нажимного винта одного из блюмингов отечественных заводов представлен на рис. 1.30. Изнашиванию подвержена опорная поверхность профиля Л, поверхности квадрата хвостовика j5 и торца винта В. Износ, как правило, равномерный. Максимальная величина износа опорной поверхности резьбы не превышает 1,0 мм. Износ квадрата и хвостовика может быть несколько больше. В ряде случаев при высоких контактных нагрузках на отдельных участках поверхности резьбы появляются выкрошки. В практике металлургических заводов отмечались случаи шелушения закаленной поверхности опорной резьбы. Это приводило к выходу из строя нажимного устройства и аварийным простоям блюминга. Шестеренные валки привода прокатных станов. Износ шевронных шестеренных валков, как правило, всегда значителен. Внешний вид изношенного шестеренного валка стана 500 после 11 мес эксплуатации свидетельствует о неравномерности износа. По всей поверхности отмечаются выкрошки. На отдельных участках их глубина достигает более 3 мм. Зубья изношены в основном на уровне начальной окружности, однако значительный износ отмечается и на других участках. Износ наблюдается и на трефах шестеренных валков. Величина износа здесь может достигать 2 мм. Ножи и диски пил для горячей резки металла. Через небольшой период, после начала эксплуатации вершины зубьев дисков пил в результате изнашивания почти полностью срезаются, между зубьями вследствие деформации образуются наплывы. Столь же интенсивно изнашиваются и режущие кромки ножейострые углы исчезают, величина износа достигает нескольких миллиметров. Износу этих деталей в значительной мере способствуют разгарные трещины образующиеся в процессе эксплуатации. Ролики рольгангов и правильные ролики. Условия эксплуатации роликов различных рольгангов неодинаковы. Так, ролики приемного рольганга блюминга и слябинга помимо изнашивающих нагрузок, испытыва- ют воздействие повышенных температур. Повышенные температуры воздействуют № на ролики рольганга, расположенного перед ножницами, отводящего рольганга у печей. В то же время ролики подводящего рольганга у печей, рольгангов холодильников-эксплуатируются при комнатной температуре. Обычно величина износа роликов велика и может достигать 20% диаметра. Износ крайне неравномерен, отмечаются многочисленные выкрошки и выбоины. Значительно отличаются и условия эксплуатации правильных роликов. Они разли-ны для роликов, правящих листовой металл, балки, швеллеры, уголки, рельсы шпунты и другие профили. Так, например у роликов для правки углового металла после определенного периода эксплуатации виден неравномерный характер износа. Рабочая поверхность роликов изнашивается в основном в средней части полок уголка. У вершины уголка износ, как правило, незначительный. Максимальная величина износа в центре полки может достигать 12 мм. Износ бандажа роликов для правки рельсов достигает 3 мм; здесь иногда отмечается выкрашивание поверхностного слоя. В роликах листоправильной машины изношенная поверхность волнистая; максимальная величина износа (до 5 мм) отмечается в средней части ролика. Износ у торцов практически отсутствует. Износ роликов для правки универсальной полосы по бочке достигает 10 мм на сторону, а по шейке 3 мм. Износ по длине ролика, как правило, неравномерный. Другое оборудование прокатных станов, К числу деталей, подверженных интенсивному изнашиванию, следует отнести и многие-другие детали оборудования прокатных це- хов, в первую очередь детали слитковоза (ходовые колеса, валы, шестерни), элементы кантователя (валы, шарниры и др.), детали механизма привода вертикальных валков слябинга, многочисленные детали рабочих клетей блюмингов, сортовых, листовых, универсальных, непрерывнозаготовоч-ных и других станов, проводковую арматуру, детали йнл, ножниц и правильных машин, разноббразные муфты, валики, ролики, втулки и звенья цепей, эксцентрики, валы и т. д. Износ этих деталей, как правило, неравномерный и колеблется в широких пределах. В ряде случаев изнашивание усугубляется воздействием стационарного и нестационарного тепловых потоков, коррозии и др. Библиографический список Лжогин Ф. Ф. Коррозионное растрескивание и защита высокопрочных сталей. М., Металлургия , 1974. 255 с. с ил. Богачев л, Н. Кавитационное разрушение и кавитационно-стойкие сплавы. М., Металлургия , 1972. 189 с. с ил. Боголюбов Б, Н, Долговечность землеройных и дорожных машин. М., Машиностроение , 1964. 224 с. с ил. Виноградов Ю, М. Трение и износ модифицированных металлов. М., Наука , 1972. 150 с. с ил. Вязкость разрушения высокопрочных материалов. Пер. с англ. Под ред. М. Л. Бернштейна. М.. Металлургия , 1973. 298 с. с ил. Галего Н. Л., Алябьев А. Я., Шевеля В, В. Фреттинг-коррозия металлов. Киев, Техшка , 1974. 296 с. с ил. Гаркунов Д. Н., Крагельский Я. В., Поляков А. А, Избирательный перенос в узлах трения. М., Транспорт , 1969. 103 с. с ил. Гордеева Т. А., Жегина Я. Я., Володина Т. А, Применение фрактографии для изучения кинетики разрушения сплавов.-- Проблемы прочности , 1971, № 3, с. 25- 29 с ил. Гордеева Т. А., Жегина Я. Я. Методы выявления различных стадий разрушения при повторном нагружений по микрофрактог-рафическим признакам. - Заводская лаборатория , 1976, т. 42, Ш 4, с. 464-469 с ил. Гордеева Т. А., Жегина Я. Я. Анализ изломов при оценке надежности материалов. М., Машиностроение , 1978. 200 с. с ил. Гордеева Т. А., Жегина Я. Я. О некоторых особенностях макро- и микростроения изломов. - В кн.: Проблемы разрушения металлов. М., МДНТП, 1975, с. 195- 206 с ил. Горюнов В, М., Чичинадзе Л. В, Износ металлических материалов при высокоскоростном нестационарном трении. - В кн.: Расчет и испытание фрикционных пар. М., Машиностроение , 1974, с. 98-102 с ил. Гребеник В. М Цапко В, /С. Надежность металлургического оборудования. Справочник. М., Металлургия , 1980. 344 с. с ил. Демкин Я. Б, Контактирование шеро* ховатых поверхностей. М., Наука , 1970. 226 с, с ил. Долговечность оборудования огнеупорного производства. М., Металлургия ,. 1978. 232 с. с ил. Авт.: В. С. Попов, Н. Н. Брыков, Н. С. Дмитриченко и др. Екоборн Т, Физика и механика разрушения и прочности твердых тел. Пер. е англ. Под ред. В. С. Ивановой. М., Металлургия , 1971. 263 с. с ил. Елизаветин М. А., Сатель Э, А. Технологические способы повышения долговечности машин. М., Машиностроение , 1969. 398 с. с ил. Елизаветин М. Л. Повышение надежности машин. М, Машиностроение , 1973. 430 с с ил. Иванова В, С, Ботвина Л. Р., Мае-лов Л, Я. Фрактографические особенност усталостных изломов и вязкость разрушения.-В кн.: Усталость и вязкость разрушения металлов. М., Наука , 1974, с. 79- 108 с ил. Иванова В, С, Терентьев В. Ф. Природа усталости металлов. М., Металлургия ,. 1975. 456 с. с ил. Карпенко Г. В., Василенко Я. Я. Коррозионное растрескивание сталей. Киев,. Техн1ка , 197L 339 с. с ил. Кащеев В. Я. Абразивное разрушение твердых тел. М., Наука , 1970. 248 с. с ил. Комбалоз В. С. Влияние шероховатости твердых тел на трение и износ. М.,. Наука , 1974. 112 с. с ил. Костецкий Б. Я. Трение, смазка и износ в машинах. Киев, Техника , 1970. 39S с. с ил. Коцаньда С. Усталостное разрушение металлов. Пер. с польского. Под ред-. В. С. Ивановой. М., Металлургия , 1976.. 455 с. с ил. Крагельский Я. В. Трение и износ. М.,. Машиностроение , 1968. 479 с. с ил. Крагельский Я. В., Алисин В. В. Расчетный метод оценки трения и износа - эффективный nytb повышения надежности и долговечности машин. М., Знание ,. 1976. 55 с. с ил. Крагельский Я. В., Добычин М. Я., Комбалов В. С. Основы расчетов на трение и износ. М., Машиностроение , 1977. 35S с. с ил. Кудрявцев Я. В. Внутренние напряжения как резерв прочности в машиностроении. М., Машгиз, 1951. 278 с. с ил. Кудрявцев Я. Я. Остаточные сварочные напряжения и прочность соединений. М., Машиностроение , 1964. 95 с. с ил. Ларионов В. Я., Ковальчук В. А Хла-достойкость и износ деталей машин и сварных соединений. Новосибирск, Сибирское отделение изд-ва Наука , 1976. 206 с. с ил. Левина 3. М., Решетов Д. Я. Контактная жесткость машин. М., Машиностроение , 1971.Й64С. сил. Любарский Я. М Палатник Л, С. Металлофизика трения. М., Металлургия ,. 1976. 176 с. с ил. Максак В. Я. Предварительное смеще-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


