
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Фреза (инструмент) фрезы торцовые насадные с регулируемым расположением ножей фирмы Планзее (Австрия) оснащены механически закрепляемыми пластинами из амборпта, алмаза поликристаллического (рис. 9.10), Наличие конструктивных элементов, регулирующих положение ножей вдоль оси фрезы, позволяет при чистовой обработке за счет снижения торцового биения ножей повысить качество обработанной поверхности. 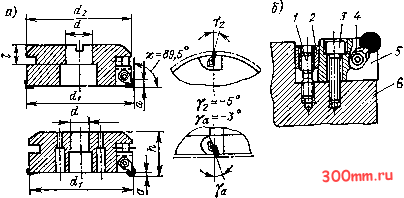 Рис. 9.10. Фреза торцовая насадная, регулируемая фирмы Планзее (Австрия)? 1 - дифференциальный винт; 2 клин; 3 винт; 4 - прихват; 5 пластина; 6 -* корпус 9.4. Геометрические параметры режущ.ей части фрез Геометрические параметры фрез приведены на рис. 9.11 и в табл. 9.8-9.11. Угол наклона режущих кромок Х у цилиндрических и концевых фрез совпадает с углом о). Для торцовых фрез значения К определяют в зависимости от условий обработки. При Я, > О первыми вступают в работу участки режущей кромки, удаленные от вершины. При X < О первыми вступают в работу и заканчивают ее участки в зоне вершины. Это используется иногда при работе по корке , вершина ножа в этом случае начинает обработку материала за пределами корки в глубине припуска, что повышает стойкость фрезы. Рекомендуемые значения % для несимметричного 5® и (+10) - - (+ 15) для симметричного фрезерования 10-15 *. Главный угол в плане ф принимается равным 30, 45, 60, 75 или 90* (стандартный ряд). Для некоторых условий обработки (особенно во фрезах с механическим креплением режущих элементов) угол ф может принимать значения 35, 42, 57, 87, 88° (у торцовых фрез). При наличии переходных режущих кромок их наклон под углом Фо в 2 раза меньше угла ф. Длина переходной режущей кромки у концевых фрез (ф = 90°, фо = 45°) 0,3-1,5 мм (0,3 мм - у фрез шпоночных, диаметром до 6-10 мм, у фрез Т-образных диаметром до 20 мм). Вспомогательный угол в плане ф1 для стандартных фрез концевых с торцовыми зубьями - О-6° (О - у шпоночных фрез, ос-наш.енных твердым сплавом), торцовых - >10°. У фрез, предназначенных для обработки мерных пазов, фх = arctg (AB 11), Но ну с Морзе 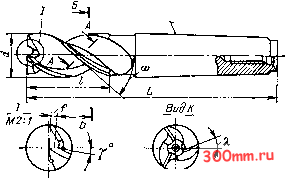  А-А повернуто до 0,05 по цилиндру1 Б-Б повернуто 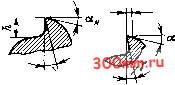 .1 Tn Рис. 9.11. Геометрические параметры фрез 9.8. Значения переднего угла % °, для фрез из быстрорежущих сталей
где AS - уменьшение ширины фрезы В (допустимое); hi - величина стачивания по диаметру. Точность взаимного расположения зубьев определяется их радиальным и торцовым биением. У стандартных фрез регламентируются допуск радиаль- 9.9. Значения задних углов а и aj, фрез из быстрорежущих сталей НОГО биения двух смежных (Scm) и двух противоположных (бд) зубьев и допуск торцового биения. Для цельных фрез Scm = 0,024-0,06 мм; для сборных бсм = 0,05 ч--т-0,15 мм; бп = 0,04~. 4-0,06 - для цельных и < 0 1 мм - для сборных фрез. Допуск торцового биения для цельных фрез - 0,02-0,04 мм, для сборных-0,05-0,1 мм. У фрез, оснащенных сверхтвердыми материалами и мине-ралокерамикой, требования к допустимому биению ужесточаются и достигают 0,005 мм по торцовому и 0,01мм по радиальному биениям. 9.10. Рекомендуемые значения геометрических параметров фрез, оснащенных пластинками твердого сплава
Примечания: К г- радиус при вершине, мм. 2. Малые (15- 30°) углы в плане следует применять при обработке на жестких станках.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


