С отрицательными радиальными и положительными осевыми передними углами
0~-(-20)
2-20
42-90
Ошибка торцового (вдоль оси) расположения зубьев торцовых фрез влияет на качество обработанной поверхности, а ошибка в радиальном расположении торцовых фрез - на стойкость.
Параметр шероховатости передних и задних поверхностей быстрорежущих фрез Ra < 0,63 мкм, твердосплавных и фрез из сверхтвердых материалов Ra < 0,32 мкм.
9.5. Режимы резания, силы и мощность при фрезеровании
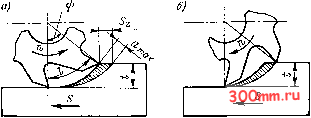
Процесс фрезерования характеризуется переменной толщиной срезаемого слоя (рис. 9.12, а, б), ударными нагрузками, возникающими при врезании зубьев.
Рис. 9.12. Схемы фрезерования: а - против подачи; б - попутное
Схемы фрезерования: встречная (рис. 9.12, а) когда вращение зубьев направлено против направления подачи; попутная (рис. 9.12, б), когда направление вращения совпадает с направлением подачи. Толщина срезаемого слоя по второй схеме изменяется от максимальной до О, по первой - от О до максимальной
9.12. Ориентировочные режимы обработки цельными фрезами различных материалов
Скорость рез
ания, м/мин
Материал режущей части
Обрабатываемый материал
Быстрорежущая
сталь
Твердый сплав
== 6.3- 3,2 мкм
12,5 мкм
= 6,3- 3,2 мкм
Сталь С Ов = 600 МПа
Стальное литье с Ов < 800 МПа
Сталь с Ов < < 1100 МПа
Серый чугун: 180 НВ > 180 НВ
Бронза, латунь
Алюминий
Алюминиевые легированные сплавы
Цинковые сплавы
s, мм/зуб
Вид фрезы
Обрабатываемый материал
Торцово-цилиндри-ческие
Дисковые
Концевые d = 10ч--1-40 мм
Фасонные затылован-ные
Сталь С Ов = 600 МПа
0,1-0,2
0,06-0,08
0,016-0,08
0,04-0,06
Стальное литье с Ов < 800 МПа
0,08-0,16
0,05-0,06
0,012-0,06
0,03-0,05
Сталь с Ов < < 1100 МПа
0,05-0,1
0,04-0,05
0,01-0,04
0,02-0,04
Серый чугун: 180 НВ > 180 НВ
0,16-0,25
0,07-0,1
0,02-0,1
0,05-0,08
Бронза, латунь
0,2-0,3
0,07-0,09
0,016-0,07
0,04 0,08
Алюминий
0,16-0,2
0,06-0,08
0,018-0,09
0,04 0,07
Алюминиевые легированные сплавы
0,1-0,16
0,05-0,06
0,016-0,08
0,03-0,06
Цинковые сплавы
0,2-0,3
0,06-0,08
0,016-0,08
0,04 0,08
9.13. Скорость резания при работе торцовыми фрезами с механическим креплением многогранных твердосплавных пластин
Материал инструмента
Обрабатываемый материал
Твердость
Т15К6
Т14К8
Т5К10
Sz> мм/зуб
0,05
0,25
0,05
Углеродистая сталь с массовой долей углерода, %: 0,15 0,35 0,70