
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Фреза (инструмент) 9.7. Способы крепления сменных режущих пластин на сборных фрезах и их рекомендуемые области применения
параметры фрез при этом постоянны и определяются конструкцией фрезы. Точность взаимного расположения режущих кромок определяется точностью исполнения базовых поверхностей корпуса и точностью исполнения пластин. Последнее условие предъявляет определенные требования к пластинам, которые должны иметь степень точности Е или С. Пластинам можно придать некоторые дополнительные элементы: образование радиуса округления главной режущей кромки (или придание переходу от передней к задней поверхности рационального очертания), создание стружколомающих уступов или иных элементов, покрытие режущих кромок различными одно- или многослойными покрытиями. Классификация способов крепления пластин на фрезах и рекомендуемые области их применения приведены в табл. 9.7. Число зубьев сборных фрез меньше, чем у цельных, и принимается равным (в зависимости от диаметра d фрезы и обрабатываемого материала): d, мм......<40 50; 63 80 100-125 165 200 250 400 Сталь...... 3 4 5 6 8 8-10 12 Чугун ..... 4 5 6 10 12 16 22 30 При известных условиях обработки число зубьев сборных фрез может быть определено по мощности станка и режимам резания: при обработке стали Ned qfi in-5dJ,1/0.95 0,8 ; при обработке чугуна Ned- . Расположение зубьев по диаметру - равномерное или неравномерное. Ножи сборных фрез могут иметь различную высоту: быстрорежущие ножи с рифлением - 3,7-7,7 мм и более (в случае тяжелых работ), напайные твердосплавные - до 20 мм, ножи, оснащенные сверхтвердыми материалами, - до 10 мм по диаметру. Напайные ножи, оснащенные твердым сплавом, и державки под многогранные неперетачиваемые пластины имеют призматическую форму. Высота ножа торцовой фрезы Я = 3,5-f-5 j/d мм; меньшие значения - для фрез больших диаметров. Высота ножа цилиндрических и дисковых фрез Я == 10-ь12 мм. Ширина ножа (державки) В = (1,1-ь1,3) Я мм. Вылет ножа (державки) относительно корпуса (при консольном его расположении) не должен превышать значений h = In + + (Зч-5) мм, где In - проекция режущей кромки напайной (или механически закрепляемой) пластины на плоскость, параллельную оси фрезы и перпендикулярную к основной плоскости ножа. Корпуса фрез с бесконсольным закреплением ножей (например, рифленых) должны иметь карманы для размещения стружки. Вылет ножей при этом должен быть достаточным для возможности их заточки в сборе (обычно он не превышает 8-9 мм для дисковых и цилиндрических и 8-10 мм для торцовых фрез). При необходимости съема повышенных припусков металла используют ступенчатые схемы расположения ножей или пластин (см. рис. 9.4, а-в). Ножи (пластины) при этом располагаются в несколько рядов (рис. 9.4, а ф1 == фз = Фз) каждый ряд - на своем диаметре, отличном от диаметра другого ряда на величину, превышающую удвоенную подачу на оборот числа зубьев ряда и на различной высоте, обеспечивающей разделение припуска на обработку между рядами в требуемом соотношении. Иногда ножи каждого ряда имеют различные углы в плане (ф1 < Ф2 < Фз)5 ножи, осуществляющие черновую обработку (работу по корке ) с углом, близким к ф = 90°, ножи, располагающиеся на других уровнях - меньшие значения ф. Для повышения стойкости фрез применяют безвершинную ступенчатую схему расположения ножей (рис. 9.4, б), когда вершины ножей 2-го и последующих рядов в работе не участвуют. 
изделие 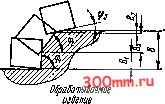 Рис. 9,4. Ступенчатые схемы расположения режущих ножей: S номера зубьев фрезы 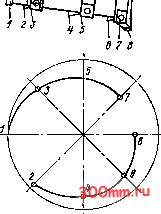 к многоступенчатым схемам обработки относятся схемы с расположением ножей по винтовой линии (рис. 9,4, в), когда каждый нож расположен на определенных радиусе и высоте, отличных от других ножей. Стойкость фрез, качество обработанной поверхности во многом определяется точностью взаимного расположения ножей (пластин). Для обеспечения регулирования положения ножей (пластин) в осевом и радиальном направлениях в конструкцию фрез иногда вводятся соответствующие регулировочные элементы, позволяющие обеспечить взаимное расположение ножей с точностью до 0,001 мм. Такие требования по точности предъявляются к фрезам
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


