
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Конструирование и эксплуатация инструментов 7.4, Размеры стружколомов твердосплавных (ГОСТ 19084-80, ГОСТ 19085-80*), мм Обозначение стружколома Эскиз 90-1110 90-1115 90-1614 90-1620 90-1628 90-2213 90-2225 90-2248 90-2725 90-2748 8,53 7,96 1,58 12,84 12,26 11,49 13,8 13,2 12,3 17,68 16,51 14,23 21,27 18,99 19,4 18,1 15,4 2,38 23,6 20,9  91-0916 91-0920 91-0930 91-1216 91-1226 91-1240 91-1526 91-1540 91-1926 91-1936 91-1945 91-2548 7,90 7,40 6,40 1,58 11,10 10,10 8,70 12,6 13,3 11,9 15,8 16,50 16,50 14,30 25,3 18,9 25,4 2,38 3,97 I----4 xJ 1 / 7.3. Профилирование производящих инструментов для обработки винтовых стружечных канавок При профилировании инструментов решают две задачи: прямую - при заданном профиле поперечного сечения изделия определяют профиль производящего инструмента и обратную - при заданном профиле производящего инструмента рассчитывают профиль изделия. Схемы взаимной установки обрабатываемого изделия и производящего дискового инструмента при прямой и обратной задачах приведены на рис. 7.5, а, б. Исходный профиль при решении прямой задачи задается массивом значений г,-, 6, точек профиля поперечного сечения в пло- скости, перпендикулярной к оси заготовки S - S или Т - Т. Параметры установки т, е, яр. Профиль производящего инструмента определяется в системе координат Хи, и пересчитывается в удобные для оперирова- ния величины /?и, 2и. Последовательность расчета приведена ниже. 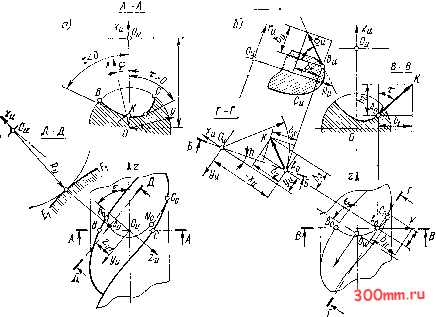 Рис. 7.5. Схемы взаимного расположения обрабатываемой заготовки и производящего инструмента Прямая задача. Дано: р; т; г; \р; Гь* 6-; 1; Т/. Определить: Rt; ZiO i (r = р ctg г; == ; = - постоянные величины): I) Ui==riCOsli; 2) Vt=riSinli; 2>)Пи = Г1Щ\ 4)/г,г = 2 + ; 5)Пз,=-г)---б,-,; 6) riri COS - mj sin T - 4i - = 0; 7) = -lu 8) Ф1 = + Ф - 6; 9) xi = Zi cos fx - m; 10) yi = -cos 8 sin lit - sin e; 11) 2:и= sin [1/sine - cose; 12) /?и/= / 4 + Уи; 13) ctga == %-ctgT-HfCose Обратная задача. Дано: р; т; е; -ф; Ra, г; о. Определить Г1\ ©i; i, каждой точки поперечного сечения канавок (г = р ctg е; q = р 4- m ctg е; Cz = т - Гн - постоянные величины): 1) / = ctga , + -g-; 2) С + -ё-\ + 2/iC2 ctg а л. + с ctg4.- - с? = 0; 3) Л, = ± VRh-xlr, 4) tg = 7+/;;° ; 5) ф. -y t si 8 - гиг cos е . иг ctgOnj sine + yafcose . При решении уравнений возможно получение нескольких корней; в этом случае выбираются значения, обеспечивающие наиболее близкое приближение к профилю производящего инструмента, которые проверяются решением обратной задачи. Примеры рассчитанных с помощью ЭВМ профилей производящего инструмента для некоторых видов режущего инструмента приведены в гл. 15. 7.4. Контроль качества изготовления инструментов Для контроля качества инструмента используют как стандартные (табл. 7.5), так и специальные средства контроля (табл. 7.6). Кроме средств измерения, представители каждой партии инструмента должны подвергаться испытаниям в работе на работоспособность, средний и установленный периоды стойкости (наработку до отказа, установленную безотказную наработку), что является комплексным показателем качества изготовления инструментов. Режимы и методы испытаний зависят от вида инструмента и могут назначаться с учетом рекомендаций методики лабораторных испытаний инструментов, разработанной ВНИИинструмент, и требований стандартов и технических условий на конкретные виды инструмента. В гл. 15 приведены некоторые дополнительные методы и устройства контроля качества изготовления инструмента.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


