
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Корпуса подшипников скольжения 28. Вжлдоыши гладкие из металлофторопласта Вкладыши из металлофторош1астовой ленты работают в условиях трения без смазки. Антифрикционный слой \ Линия стыка Тфаски  Размеры, мм
* Размер для справок. ** Размеры даны для втулки в рабочем состоянии. Технические требования. Материал: фторопластовая лента с основой из стали 08X18Н ЮТ (ОХ18Н10Т) по ГОСТ 4986-79. Покрытие для втулок из стали 08кп: КдЗ, кроме поверхности В Величина зазора в стыке в свободном состоянии втулки не более 0,2 мм. Отклонение от перпендикулярности поверхностей A-vi Б относительно поверхностн - не более 0,1 мм на длине 100 мм. Отклонение от параллельности линии стыка втулки относительно поверхности 5 - не более 0,3 мм на длине 100 мм. Разностенность втулки - не более 0,03 мм. 29. Рекомевдуемая долговечность втулок оо числу циклов и переменной нагрузке
Врашение валов, осей и других деталей во втулках должно быть легким, без заеданий. Рекомендуемые нагрузки на втулки и долговечность. Рекомендуемая долговечность втулок по количеству циклов при возвратно-вращательном движении вала с углом отклонения ±30°, переменной циклической нафузке от нуля до максимальной и рабочей температуры в пределах ±60 °С должна соответствовать указанной в табл. 29. Скорость скольжения не должка превышать 0,01 м/с. При повышении температуры до 260 °С нафузки соответственно должны снижаться в 2 раза. В интервале температур от -60 до +260 °С изменение нафузок должно соответствовать фафику (рис. 6). Втулки, работающие при нафузках не выше 50 МПа, следует применять с учетом допускаемых значений pv, приведенных в табл. 30. Рабочая температура при этом должна быть от -60 до +60 °С. С повышением температуры более +60 °С допустимые нафузки и значения pv должны плавно снижаться, как показано на рис. 7. Осевая нафузка на буртик втулок должна быть не более половины рекомендуемой радиальной нафузки на втулку и должна рассчитываться на площадь поверхности буртика без радиусных закруглений. У втулок со снятым приработанным слоем после установки в изделие допускается для исправления формы отверстия (завышенная овальность, конусность и др.) калибровка протягиванием разглаживающих протяжек с натягом, не превышающим 0,06 мм. При этом протяжка и втулка должны быть смазаны смазкой ЦИАТИМ-201 или другой консистентной смазкой. Коэффициенты фения при отсутствии смазки по мере износа антифрикционного слоя могут увеличиваться; 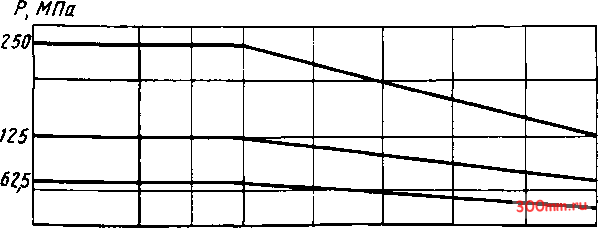 60 О 60 W0 т 180 220 Ч Рис. 6. Изменение нагрузок в интервале температур от -60 до +260 °С 30. Допускаемые значения pv для втулок при нагрузках не выше 50 МПа
кинетический (цкин) - от 0,07 вначале до 0,2 к концу работы; статический (цстат) ~ 0,10 вначале до 0,22 к концу работы. Для повышения долговечности рекомендуется изготовление втулок с полностью снятым приработочным слоем на металлофторопластовой ленте и упрочнение поверхности антифрикционного слоя разглаживающими протяжками с натягом, не превышающим 0,1 мм. Рекомендуема форма протяжки показана на рис. 8. Рекомендуемая методика подсчета раз меров развертки втулок. Подсчет длинь развертки заготовки для втулок без буртиЮ (рис. 9). Длина развертки pV, МПа м/с 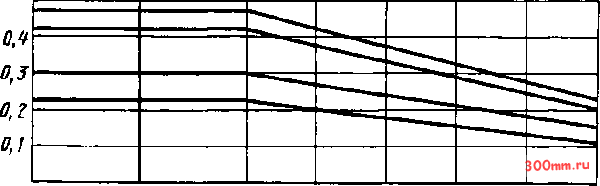 -60 О 60 100 т 180 220 Y Рис. 7. Изменение допускаемых нагрузок и значений pv при изменении температуры 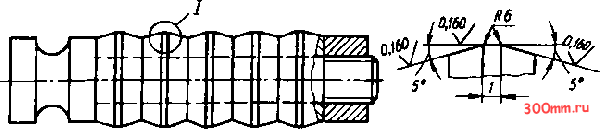 Рис. 8. Рекомендуемая форма разглаживающей поотяжк |
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


