
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Корпуса подшипников скольжения где d - внутренний диаметр втулки, взятый по верхнему пределу отклонения; голшина стального слоя ленты; - тол-1яина слоя пористой бронзы; - толщина приработанного слоя ленты. Подсчет размеров развертки заготовки для втулки с буртиком (рис. 10). Высота развертки заготовки 1.2, где 1,2 - коэффициент усадки материала при изготовлении втулки и для последующей механической обработки; Размеры / и /i развертки заготовки / = 7t(t/ + fj + It- +З/3); I 2/-, sin 35, 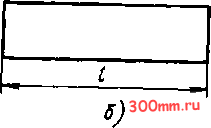 Рис. 9. Развертка заготовки втулки без буртика: а - втулка, б - развертка 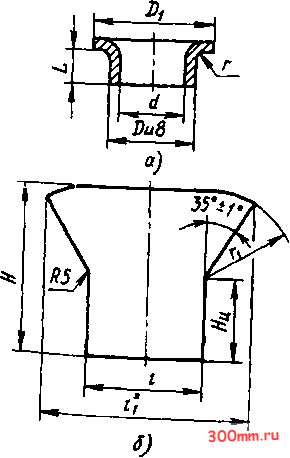 Рис. 10. Развертка заготовки втулки с буртиком: Плка; б - развертка, размер индричсская часть заготовки где г = Н-Н, Примеры применения втулок приведены на рис. И и 12.  Рйспойотение стыка бтути по указанию конструктора Рис. 11. пример применения втулок без буртика  Расположение стына SfTft/ff/ru по указанию Рнс. 12. Пример применения втулок с буртиком РЕКОМЕНДУЕМЫЕ КОНСТРУКЦИИ ТЕРМОПЛАСТИЧНЫХ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ (ТПС) Анализ существующих конструкций полимерных подшипников скольжения показал, что наибольшее распространение полу- чил подшипник, в котором изготовленная методом литья под давлением цилиндричен екая втулка запрессована с определенныл натягом в металлическую деталь или про* межуточную обойму. Такая конструкция! проверена в производственных условиях, 30а. Основные размеры, мм, термопластичных подшипников скольжения исполнение f ИсполнениеZ
306. Основные размеры, мм, втулок из термопластов 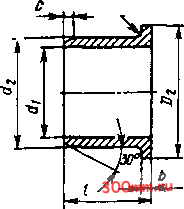 Отверстие стальной обоймы (детали) выполняют по посадке Н7 (ГОСТ 25346-89), шероховатость его поверхности не выше Rz 20 мкм.
удобна при монтаже, эксплуатации и ремонте . В табл. 30а приведены конструкции и основные размеры ТПС с рабочим диаметром 10-50 мм. Эти размеры наиболее характерны лля основного количества станочных подшипниковых узлов. Для взаимо-именяемости полимерных и металлических подшипников рабочие и посадочные размеры ТПС в основном соответствуют стандартам на втулки подшипниковые из чугуна, бронзы, порошковых материалов и биме-тал,1а. Смазочные канавки и отверстия выполняются по усмотрению конструктора. В подшипнике из АТМ-2 исполнение смазочных канавок и отверстий нецелесообразно. Конструкцией предусмотрена запрессовка рабочей термопластичной втулки в стальную обойму. Если это конструктивно целесообразно и технологически выполнимо, следует запрессовать втулку непосредственно в деталь, в которой подшипник будет эксплуатироваться. Конструкция втулок из материалов СФД и АТМ-2 и основные размеры приведены в табл. 306. |
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


