
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Корпуса подшипников скольжения 1. Допускаемые значения среднего давления
Примечания: 1. При - = 2,5 приведенные в таблице значения можно повы- шать примерно на 20 %. 2. Для разъемных маточных гаек, у которых часть резьбы срезана, приведенные в таблице значения fl следует уменьшать на 15-20 %. 2. Закрепление винта в опоре и значения коэффициента т Схема закрепления винта Схема закрепления винта 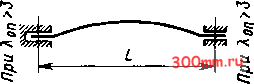 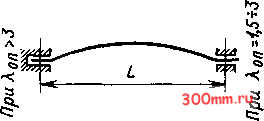 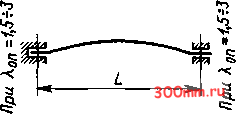 л С: Расчетный момент инерции попереч- ного сечения винта, мм, расч расч ~ 1 Характеристика левой опоры винта оп = -т у правой ?.оп = ; для опорной гайки за (/п принимается средний диаметр d2 резьбы. Расчетный запас устойчивости где т - по табл. 2. Вид опор винта устанавливают в зависимости от * при Лоп <1,5 - опора шарнирная; при >-оп > винт заделан в опоре; при Хоп =1,53 - винт закреплен в опоре упруго. Это справедливо и для неразъемных гаек; разъемные гайки следует рассматривать как и(арнирную опору. 3. Допускаемая накопленная опшбка шага винтов, мкм
Необходимые значения запаса устойчивости Пу : а) для вертикальных ходовых винтов Пу =2,5, если на винт не действуют поперечные силы и расчетное усилие Q является минимальным, в противном случае =3,5-4; б) для горизонтальных ходовых винтов Пу =4+5; в винторезных станках и во фрезерных станках Пу =3+4. Материалы для ходовых винтов. Ддя термически необработанных ходовых винтов к токарным станкам нормальной и повышенной точности лучшим материалом является горячекатаная сталь А40Г. Применяют также сталь 45 и 40Х улучшенную. Для ходовых винтов О и 1-го классов точности в случае окончательной обработки резцом применяют сталь У10А. Сталь отжигают на твердость 197НВ. Для закаливаемых и шлифуемых по Профилю резьбы ходовых винтов О и 1-го классов точности применяют сталь марок 40ХГ и 65Г, обладающую высокой износостойкостью. Гайки для винтов 0; 1 и 2-го классов точности изготоатяют из бронзы марок БрО10Ф1 и БрОбЦбСЗ; для винтов 3 и 4-го классов точности - из антифрикционного чугуна. Допускаемые отклонения винтов. В зависимости от назначения, точности и предъявляемых в эксплуатации требований устанавливают 5 классов точности ходовых винтов: О, 1, 2, 3 и 4. 1. Наибольшая допускаемая накопленная ошибка шага приведена в табл. 3. 2. Допуски на наружный, средний и внутренний диаметры резьбы винтов устанавливают не более соответствующих допусков на трапецеидальную резьбу по ГОСТ 9484-81 с полем допуска 7Н по ГОСТ 9562-81. 3. Для обеспечения требуемой точности винтов по шагу и для предохранения резьбы винтов от быстрой потери точности в результате местного износа присвоены отклонения на овальность среднего диаметра винта, приведенные в табл. 4. 4. Допускаемое отклонение среднего диаметра винта на овальность, мкм
5. Допускаемое биение наружного диаметра винтов, мкм Класс Для винта длиной, м
6. Допускаемые отклонения на половину угла профиля, минуты
Примечание. Для винтов 4-го класса точности отклонения не регламентируются и ограничиваются лишь величиной допуска на средний диаметр. Допускаемые отклонения шага и профиля ходовых винтов О и 1-го классов точности должны обеспечиваться соответствуюшей жесткостью, характеризуемой отношением L I di. для 0-го класса точности L I d2< 20; для 1-го класса точности L / di < 25, где L - длина резьбы; di - средний диаметр резьбы. 4. Наружный диаметр винта в одном перпендикулярном его оси сечении должен отличаться от наружного диаметра в любом таком же сечении винта не более чем на величину допуска по h5 для винтов О, 1 и 2-го класса точности, по h6 для винтов 3-го класса и по f 7 для винтов 4-го класса точности. В тех случаях, когда наружный диамет винта служит технологической базой (пр нарезании резьбы), его выполняют по h5 для винтов О, 1 и 2-го класса точности, hq h6 для винтов 3-го класса; по f 7 для винтов 4-го класса точности. 5. Биение наружного диаметра ходов ( винтов при проверке их в центрах допускается в пределах, указанных в табл. 5. 6. Для каждой половины угла профиля резьбы винтов устанавливают допускаемые отклонения, приведенные в табл. 6. Допускаемые отклонения гайки. 1. До-пуски на наружный, средний и внутренний диаметры резьбы гаек устанавливают не более соответствующих допусков на трапецеидальную резьбу по ГОСТ 9484-81 с полем допуска Н8 по ГОСТ 9562-81. 2. Для разрезной гайки ее наружный диаметр резьбы назначают из условий обеспечения прилегания гайки к винту по профилю, поэтому его задают большим на 0,5 мм, чем по ГОСТ 9484-81. 3. В тех случаях, когда внутренний диаметр гайки служит технологической базой (для окончательной обработки корпуса гайки), внутренний диаметр резьбы гайки выполняют по Н6 для гаек к винтам О, 1 и 2-го класса точности, Н7 - для гаек к винтам 3-го класса, Н8 - для гаек к винтам 4-го класса точности. Для разрезной гайки ее внутренний диаметр резьбы назначают из условий обеспечения необходимого зазора, поэтому его задают большим на 0,5 мм, чем по ГОСТ 9484-81. 4. Внутренний диаметр гайки в одном перпендикулярном к ее оси сечении должен отличаться от внутреннего диаметра в любом таком же сечении гайки не более чем на величину допуска по Н6 для гаек к винтам О, 1 и 2-го класса точности, Н7 -д-тя гаек к винтам 3-го класса, Н8 - ДЛЯ гаек к винтам 4-го класса точности. 5. Величины допускаемых отклонений профиля и шага гаек не регламентируются, а ограничиваются величиной допуска на средний диаметр. Шероховатость поверхности сторон профиля винтов и гаек приведена в табл. 7. |
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


