
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Корпуса подшипников скольжения 1. Размеры разгрузочных канавок, мм
Профиль резьбы. Основные параметры полукруглого профиля резьбы (рис. 1, а): /г=(0,515...0,525) - радиус канавок; а =45 ° - угол контакта шариков; y7=arctg Pz I (тго) Уго- подъема резьбы (здесь Z - число заходов резьбы). На рис. 1, б показан в нормальном сечении профиль резьбы винта с разгрузочной канавкой, а в табл. 1 приведены размеры разгрузочных канавок по ОСТ 2 Р31-5-89. ШВП с предварительным натягом. С целью устранения осевого зазора в сопряжении винт-гайка и повышения тем самым осевой жесткости и точности перемешения ведомого элемента ШВП собирают с предварительным натягом. Для передачи с полукруглым профилем резьбы натяг создают установкой двух гаек с последующим относительным их осевым смешением. Относительное смещение гаек осуществляют установкой прокладок между ними или их относительным угловым поворотом. Профиль резьбы и конструкцию гайки (канал возврата шариков, регулирование натяга и т.д.) определяет завод-изготовитель. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ Шариковые винтовые передачи применяют в широком диапазоне размеров (табл. 2). 2. Типоразмеры шариковых винтовых передач по ГОСТ 25329-82 Номинальный диаметр d. Номинальный шаг Р , мм * предпочтительные шаги Технические условия на шариковинтовые передачи, применяемые в станкостроении, установлены ОСТ 2 Р31-5-89. Этот стандарт распространяется на ШВП, применяемые для комплектации металло- и деревообрабатываюших станков, промышленных роботов, кузнечно-прессового оборудования. Стандарт устанавливает основные размеры, основные параметры, комплектность, маркировку, порядок и состав приемосдаточных испытаний, упаковку, условия транспортирования и хранения, указания по эксплуатации и гарантии завода-изготовителя централизованно изготовляемых ШВП. Б стандарте учтены требования ISO/DP 8931, ISO/DP 8932, ISO/DP 3408, ISO/DP 9783, ISO/DP 9784. Основные размеры ШВП приведены: 3, Основные размеры корпусных - в табл. 3, бескорпусных - в табл. 4. Размеры даны для трехконтурных гаек. Для гаек с иным числом контуров размеры должны быть пересчитаны. Корпусные передани изготовляют в 4-х исполнениях: I - ШВП с одной или двумя гайками без корпуса; II - ШВП с двумя гайками в цилиндрическом корпусе, имеющем фланец; III - ШВП с двумя гайками в призматическом корпусе, имеющем сквозные крепежные отверстия; IV - ШВП с двумя гайками в призматическом корпусе, имеющем глухие резьбовые крепежные отверстия. Применение ШВП исполнения III является непредпочтительным. Бескорпусные ШВП рекомендуют применять при новом проектировании. корпусных ШВП, мм
4. Основные размеры бескорпусных ШВП, мм
НОРМЫ ТОЧНОСТИ По точностным параметрам ШВП разделяют на позиционные и транспортные (ОСТ 2 Р31-7-88). Позиционные ШВП позволяют произвести косвенное измерение осевого перемещения в зависимости от угла поворота и хода резьбы винта. В транспортных ШВП перемещения измеряют прямым методом с помощью отдельной измерительной системы, не зависящей от угла поворота винта. Классы кинематической и геометрической точности ШВП должны соответствовать ОСТ 2 РЗ 1-4-88. Согласно этому стандарту установлены классы точности для позиционных (П) и транспортных (Т) ШВП соответственно: П1, ПЗ, П5, П7 и Т1, ТЗ, Т5, Т7, Т9. Т10. Кинематическую точность ШВП характеризуют кинематической погрешностью винтовой пары - разностью между действительным и номинальным осевыми перемещениями одной из сопряженных деталей винтовой пары в их относительном движении. Под наибольшей кинематической погрешностью понимают наибольшую алгебраическую разность значений кинематической пофешности винтовой пары в пределах заданной длины осевого перемешения. Зависимость кинематической пофешности винтовой пары от номинатьного осевого перемещения представлена на рис. 2. Отклонение кинематической пофешности на всей измеряемой длине резьбы не должно превышать допускаемого значения В качестве других нормируемых показателей кинематической точности приняты: - ширина полосы колебаний кинематической пофешности на измеряемой длине резьбы; 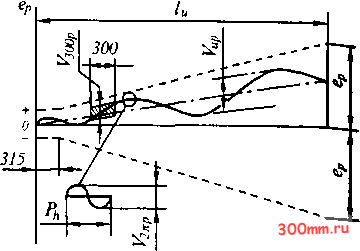 Рис. 2 ЗООр ширина полосы колебаний кинематической пофешности в пределах! 300 мм измеряемой длины резьбы; 2пр ширина полосы отклонения пульсаций кинематической пофешности в пределах одного оборота, т.е. в пределах хода P}j резьбы. Допускаемые значения нормируемых показателей (табл. 5 и 6) регламентированы ОСТ 2 РЗ 1-4-88, в котором учтены фсбо-вания ИСО. Внутризаводские приемосдаточные нормы кинематической точности (ОСТ 2 Р31-5-89). Ширина полосы колебаний отклонения действительного перемещения от но-минатьного, оцениваемая парамефом Ущ для позиционных ШВП на всей измеряемой длине ly резьбы по внуфизаводским приемосдаточным нормам кинематической точности должна быть не более значений, указанных в табл. 7. Вн>тризаводские приемосдаточные нормы точности на внуфишаговое отклонение К2т1р не подлежат ужесточению, так как они находятся на уровне лучших мировых стандартов и на пределе возможностей технических измерений. 5. Допускаемые значения показателен зррр н Vi: i мм
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


