
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Корпуса подшипников скольжения
Примечания: 1. Допускаются для ширины паза и втулки любые сочетания полей допусков, указанных в табл. 2. 2. Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала НП, если это не влияет на работоспособность соединения. 3. В ответственных шпоночных соединениях сопряжения дна паза с боковыми сторонами выполняются по радиусу, величина и предельные отклонения которого должны указываться на рабочем чертеже. 4. Допускается в обоснованных случаях (пустотелые и ступенчатые валы, передачи пониженных вращаюших моментов и т.п.) применять меньшие размеры сечений стандартных шпонок на валах больших диаметров, за исключением выходных концов валов. 3. Предельные отклонения размеров {d-t{) в (d-tj), мм
4. Шпоночные вазы валов и втулок (оо ГОСТ 10748-79) 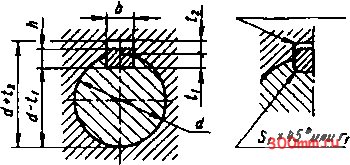 На рабочем чертеже должен проставляться один размер для вала t\ (предпочтительный вариант) или dt\ и для втулки dt2 Размеры, мм
ГОСТ 23360-78 и ГОСТ 10748-79 предусматривают также сечение шпонок и пазов для ьалов диаметром до 500 мм. Размеры призматических шпонок по ГОСТ 23360-78 и призматических высоких по ГОСТ 10748-79 приведены в табл. 5. Размеры призматических направляющих шпонок - по ГОСТ 8790-79 (табл. 6). Отклонения размеров призматических шпонок и пазов - по ГОСТ 23360-78 (табл. 2,3 и 5). Допускается в отдельных обоснованных случаях (пустотелые и ступенчатые валы и т.п.) Применять меньшие размеры сечений шпонок на валах больших диаметров, за исключением ныходных концов ватов. 5. Призматические шпонки (по ГОСТ 23360-78) и призматические высокие шпоики (по ГОСТ 10748-79) Размеры, мм Исполнение 1 А ГОСТ 23360-78 исполнениеZ А Исполнение 3 ГОСТ 10748-79 Исполнение / Испоанение 2 АА 5*5*или г ±1
* у шпонок высотой h от 2 до 6 мм предельные отклонения соответствуют h9. Размер / в указанных пределах брать из ряда: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360 мм. В скобках размеры h для шпонок по ГОСТ 10748-79. Допускается применять шпонки с длиной, выходяшей за пределы диапазона, указанного в табл. 5. Пример обозначения шпонки исполнения 1, размерами />=18, h-W и / =100 мм: Шпонка 18x11x100 ГОСТ 23360- 78 То же, исполнения 2: Шпонка 2-18уПх100 ГОСТ 23360-78 Материал шпонок - сталь с временным сопротивлением разрыву не менее 590 МПа. |
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


