
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей /Iиней fa  скоса кромок выполняют одновременно несколькими резаками, установленными на одной машине под соответствующими углами ьа-клона. Нельзя сваривать детали, кромки которых покрыты ржавчиной, маслом, краской и другими загрязнениями, так как это ухудшает условия горения дуги, вызывает пористость наплавленного металла и понижает прочность сварного соединения. От загрязнений кромки очищают проволочными щетками, наждачным камнем, пескоструем, травлением. Для механической очистки применяют ручные переносные ищритшт машинки с гибким валом, на конце которого укрепляется проволочная щетка или наждачный камень. Другой конец вала соединяется с электродвигателем, смонтированным на легкой передвижной тележке. На кромках не должно быть за-резов глубиной более 1,5 лгл(, прямолинейность кромок должна быть проверена с помощью рейки ч измерительной линейки, а углы скоса кромок - шаблонами (рис. 16) Литые заготовки перед сваркой должны быть тщательно очищены от остатков формовочной земли, а имеющаяся на поверхности литейная корка - снята наждачным камнем в тех местах, где будут накладываться сварные швы. При изготовлении различных резервуаров, котлов и сосудов F3 листового металла последний подвергается вальцовке и штамповке. Для вальцовки применяются гибочные вальцы, а для штамповки - механические и гидравлические прессы. Гибке и вальцовке может подвергаться также и профильный прокат металла - полосы, уголки, швеллеры, двутавры и трубы. В зависимости от толщины и требуемой формы заготовки вальцовка и гибка металла производятся в холодном или горячем состоянии. LUabroM  PhC 16 Проверка качества подготовки кромок под сварку а - прямолинейности обрезки кромок, б - угла Скоса kjwmok § 4. Сборка изделий под сварку Предварительно заготовленные и подготовленные к сварке детали затем поступают на сборку отдельных узлов и изделий в целом. Сборка является весьма ответственной операцией в общем технологическом процессе изготовления сварных конструкций. Прн сборке важно обеспечивать требуемую точность пригонки и совпадения кромок свариваемых элементов. Сварные конструкции собирают различными способами. В некоторых случаях собирают всю конструкцию, а затем ее сваривают. Но при этом цикл сварочных работ удлиняется, а сварка собранной конструкцич в ряде случаев бывает затруднена, так как сварщикам не всегда гр 1ходится выполнять швы в наиболее удобном для сварки положении. Шаблон Т 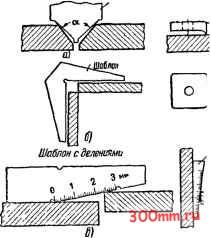 Вид щупа-шаблона сверху -1.........ИИ,и мм 3 Щуп-шаблон Набор щите В сть:н Рис. 17 Проверка качества сборки- а-угла раскрытия кромок листов, б - правильности прямого угла сборки, в-величины превышения кромок, г-зазора между листами в нахлестку. д- зазоров при соединении в тавр н в стык Поэтому широко распространен способ сборки и сварки крупных конструкций из предварительно сваренных узлов. В этом случае процесс изготовления ускоряется и улучшается качество выполнения сварочных работ, так как сварку узлов осуществляют в приспособлениях. Данный способ применяется при изготовлении, например, судов, вагонов, цистерн и резервуаров, мостов, каркасов зданий н др. Использование приспособлений обеспечивает точность взаимного расположения собираемых и свариваемых частей, облегчает трудоемкость сборочных работ, сокращает продолжительность процесса сборки, облегчает труд сварщика при установке, прихватке и поворотах изделия. Некоторые приспособления препятствуют короблению деталей при сварке, так как обеспечивают жесткое закрепление свариваемых частей. Точность сборки изделий под сварку зависит от их конструкции и назначения, а также способа сварки. Обычно она указывается на чертежах и в технических условиях на изготовление изделия. При ручной дуговой сварке металлоконструкций можно руководствоваться следующими допусками на точность сборки: Отклонение, минус плюс Зазор между кромками листов, свариваемых в стык........ до 1 Перекрытие листов при сварке в нахлестку............ 1 Превышение одной кромки над другой при толщине листов до Южж - То же, свыше 10 мм...... - Зазор между листами при соединении в нахлестку........ - Зазор между элементами в тавровых соединениях: до 2 10 1,5 при нестроганых кромках при строганых - 2 - >, 1 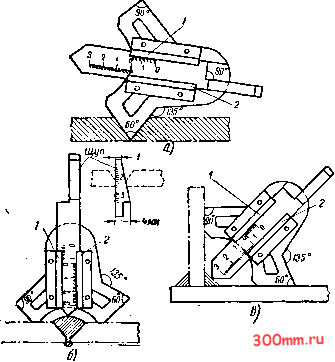 Рис. 18. Универсальный измеритель размеров швов и его применение (конструкция В. Э. Ушерова-Маршака: а - проверка угла раскрытия стыкового шва, б - проверка величины вйпук-лости ст>!лового щва. в -проверка высоты углового шва: i- шкала для выпуклости С1ЫК080го шва, 2-шкалл для определения высоты узлового шва
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


