
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Для проверки точности сборки деталей под сварку используются шаблоны, измерительные линейки и щупы (рис. 17), а также универсальные измерители швов. Одна из конструкций такого измерителя и способы пользования им показаны на рис. 18. При сборке необходимо учитьшать возможность последующей деформации изделия пОд влиянием нагрева при сварке и усадке наплавленного металла. Поэтому, например, при сборке под сварку угловых швов прямой угол между деталями следует увеличивать на 2-3°, так как при усадке металла шва этот угол уменьшится. ГЛАВА IV ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА § 1. Основные сведения о сварочной дуге Сварочная дуга представляет собой длительный электрический разряд, происходящий при атмосферном давлении в газовом промежутке между двумя электродами При всех основных и наиболее распространенных способах сварки обычно используется дуга прямого действия (рис. 19, а), горящая между электродами, из которых одним является стержень (метаа-лический или угольный), а другим - свариваемый металл Дуга косвенного действия (рис.19, б) образуется между двумя электродами (угольными или вольфрамовыми), расположенными под углом друг к другу. Эта дуга менее удобна для сварки и поэтому используется только при некоторых способах сварки, например при атомно-водороднон сварке применяют дугу косвенного действия, горящую в атмосфере водорода между двумя вольфрамовыми электродачи. Схема дуги лрямого действия постоянного тока, горящей между металлическим электродом / и свариваемым металлом 4, показана на рис. 19, а. Дуга состоит из столба 3, основание которо расположено в углублении (кратере) 7, образующемся на поверхности ванны 6 расплавленного металла. Столб дуги iiveeT цилиндрическую или слегка коническую форму. Верхняя часть сголба соприкасается с сильно раскаленной поверхностью электрода / в области 8, называемой катодным пятном. Основание столба расположено на свариваемом металле и ограничивается областью 5, называемой анодным пятном При средних значениях сварочного тока (200-300 а) диаметр анодного пятна в 1,5 - 2 раза больше диаметра катодного пятна Катодное и анодное пятна ограничивают силовые линии гока, плотность которого в этих частях дуги велика и составляет: о/лш при ручюй сварке покрытым электродом ........... 18-20 при сварке под флюсом 50-Юо .при сварке в защитной среде углекислого газа........... 75-300 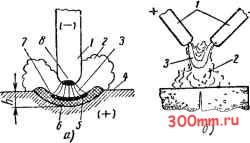 Ндтодиое пятно 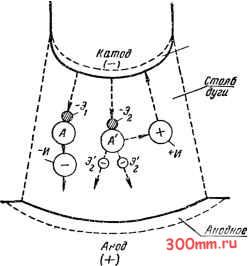 пятно Рис. 19. Схема э.чектрической дуги: а - прямого действия, б - косвенного действия, / - электроды. 2 - факел дуги, 3 - столб дуги, 4 - свари ваемый металл, 5 - анодное пятно, 6- ванна расплавленного металла, 7 - кратер. 8 - катодное пятно, в - схема процесса объемной ионизации газа электронами - Эг -быстрые электроны, А. А -нейтральные атомы газа, Э,-юленные электроны, -Я - отрн цательный. + И - положительный ион
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


