
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей ток на круговых швах, например при вварке донышка в обечайку резервуара или постановке заплаты, их располагают поочередно на противоположных участках окружности в целях более равномерного нагрева изделия и уменьшения деформаций. Порядок вварки заплат в листы показан на рис. 163; при соблюдении этого порядка наложения швов деформации получаются наименьшими. Для предупреждения появления в швах трещин от внутренних напряжений заплате предварительно придают слегка выпуклую форму. Отверстие, в которое вваривается заплата, должно иметь закругленные внутренние углы. Кромки листа и заплаты, если это требуется по условиям сварки, должны иметь скос под соот-  Рис. 163. Вварка заплат ветствующим углом. На тонком металле кромки листа и заплаты от-бортовывают и заваривают без присадочного металла, после чего шов проковывают и заглаживают в нагретом состоянии. Трещины перед заваркой предварительно разделывают зубилом или фрезой, а по концам их сверлят отверстия для предупреждения возможности дальнейшего распространения. Трещину заваривают от середины к краям. § 4. Сварка труб Газовая сварка также используется для сварки поперечных стыков труб. Трубы диаметра более 100 мм чаще сваривают дуговой сваркой, чем газовой. Скос кромок трубы делают при толщине стенки свыше 5 мм, угол раскрытия шва от 70 до 90°. Кромку стыка несколько затупляют для предупреждения сквозного проплавления. Оси свариваемых труб должны возможно более точно совпадать друг с другом. Сварку ведут левым или правым способом. Сварку неповоротных стыков труб после предварительной прихватки ведут в два приема, заваривая сначала одну половину окружности стыка, например нижнюю, а затем вторую - верхнюю. Для более равномерного нагрева всего стыка сварку второй половины ведут в направлении, обратном направлению сварки первой половины стыка. Начинают и заканчивают сварку второго шва на участке, занятом первым швом с целью получения равномерной выпуклости шва по всей окружности трубы. Можно сваривать участки стыков труб в порядке, показанном на рис. 164, а, особенно удобен этот порядок при сварке труб диаметром свыше 100 мм. Трубы диаметром свыше 300 л л сваривают два сварщика одновременно на участках 1 \\ 2 (рис. 164, б). После этого трубу поворачивают на 180° и одновременно ведут сварку участков 3 и 4. Если трубу нельзя по- 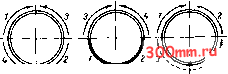 а) 6) Рис. 164. Порядок сварки труб большого диаметра ворачивать, сварку этих участков ведут в потолочном положении, как указано пунктиром на рис. 164, в. § 5. Сварка стали В настоящее время конструкции из стали сваривают в большинстве случаев электрической сваркой, являющейся более производительной и дающей более высокие механические свойства сварных соединений. Газовая сварка используется значительно реже и лишь в отдельных случаях: на монтаже, при ремонте, мелкосерийном производстве и других случаях. Рассмотрим особенности газовой сварки стали. Мало- и среднеуглеродистые стали. Эти стали свариваются газовой сваркой любым из описанных выше способов. Удельная мощность пламени при левой сварке мало- и сред неуглеродистой стали составляет 100-130 л/час, а при правой - 150 л1час на 1 мм толщины свариваемого металла. Для повышения производительности можно выполнять сварку пламенем мощностью до 200 л/час на 1 мм толщины, применяя соответственно более толстую присадочную проволоку. Однако такая сварка требует большого опыта от сварщика, так как связана с опасностью перегрева свариваемого металла и ухудшения его механических свойств. При нормальном режиме сварки стали применяется проволока диаметром: для левой сварки d = + 1 мм; для пра- вой d = - мм, где s - толщина металла в мм. При толщине металла свыше 15 мм диаметр присадочной проволоки берется равным 6 - 8 мм. Сварочное пламя должно иметь восстановительный характер. Для низко- и среднеуглеродистой стали применяется присадочная проволока Св-08 или Св-08А и Св-08ГА по ГОСТ 2246-60. После сварки можно производить проковку металла шва в горячем состоянии при температуре 850-900° (светло-красное каление). Это придает структуре металла мелкозернистость, в результате чего повышается его пластичность. Проковку следует заканчивать при остывании участка шва до темно-красного цвета, так как проковка при более низкой температуре приводит к наклепу металла, в результате чего его пластичность не повышается, а, наоборот, понижается и металл становится более хрупким. После проковки шов следует подвергнуть нормализации, нагрев горелкой до указанной выше температуры и охладив на воздухе. Высокоуглеродистые стали. Стали, содержащие свыше 0,6% углерода, свариваются значительно хуже, чем среднеуглеродистые, в которых углерода содержится от 0,25 до 0,6%. Высокоуглеродистые стали очень склонны к закалке и образованию трещин в переходной зоне и зоне влияния. Поэтому при их сварке применяется пламя с меньшей тепловой мощностью, равной 75 л/час на 1 мм толщины металла. Пламя должно быть восстановительным или с небольшим избытком ацетилена, так как при окислительном пламени происходит усиленное выгорание углерода и шов получается пористым. Предупреждается появление закаленных зон и трещин предварительным и сопутствующим подогревом до 200-250°. Присадочным материалом служит проволока, содержащая углерода от О, И до 0,18%, или СВ-12ГС по ГОСТ 2246-60. Предпочитается левый способ сварки. После сварки необходима нормализация. Получить наплавленный металл с высокими механическими свойствами при сварке этих сталей можно также, применяя присадочную проволоку с нормальным содержанием углерода, но легированную хромом (0,5-1%), никелем (2-4%) и марганцем (0,5-0,8%). Металл толщиной менее 3 мм предварительно не подогревают. Низколегированные перлитные стали. К этой группе относится сталь марки 15ХСНД (СХЛ-1, НЛ-2), состав и свойства которой были приведены в главе IX. Эта сталь хорошо сваривается газовой сваркой, восстановительным пламенем удельной мощности 75 л/час на 1 мм толщины основного металла. Присадочным материалом служит сварочная проволока Св-08, Св-08А или Св-10Г2 по ГОСТ 2246-60. Сварку ведут левым или правым способом в зависимости от толщины металла. Для улучшения механических свойств металла шва рекомендуется его проковка в горячем состоянии с последующей нормализацией. Низколегированные молибденовые и хромомолибденовые теплоустойчивые стали. Характеристика состава и свойств этих сталей дана в главе IX. Газовой сварке чаще всего подвергаются трубы
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


