
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей су резки. При резке чугуна в качестве добавки к флюсу применяется феррофосфор. Скорость резки чугуна на 50-55% ниже резки нержавеющей стали. При резке меди и бронзы во флюс добавляют феррофосфор и алюминий. Резку производят с предварительным подогревом до 200-400°. При резке латуни выделяется большое количество паров окиси цинка, вредных для здоровья людей, поэтому резку цветных металлов следует вести в защитной маске (респираторе). ГЛАВА XXIV КОНТРОЛЬ СВАРНЫХ ШВОВ § t. Виды контроля при сварке Контроль необходим для определения качества швоз и предупреждения брака. При сварке осуществляются три основных вида контроля: 1. Предварительный контроль для предупреждения брака. Этот вид контроля заключается в проверке марки и состава основного металла, качества электродной и присадочной проволоки, флюсов, кислорода, карбида, ацетилена. При предварительном контроле проверяют качество заготовки и сборки деталей под сварку, правильность сборочных приспособлений, состояние и работу контрольно-измерительных приборов, инструментов, квалификацию сварщиков. Предварительный контроль имеет важное значение как средство своевременного предупреждения брака и осуществляется в случае необходимости с помощью заводской лаборатории. 2. Контроль в процессе сварки состоит в систематической проверке исправности используемой сварочной аппаратуры и приспособлений. Кроме того, производится проверка правильности принятого режима сварки и соблюдения сварщиком установленной технологии процесса; контроль осуществляется мастером или контролером ОТК. 3. Контроль готового узла, детали или изделия выполняется контролерами ОТК или мастером. Этот вид контроля включает наружный осмотр и обмер швов, испытание на плотность (для швов сосудов), механические испытания сварных образцов, просвечивание швов, если таковое предусмотрено техническими условиями на сварку. Наиболее сложные операции данного вида контроля выполняются с привлечением заводской лаборатории. § 2. Дефекты сварных швов Внешние дефекты Отклонения по ширине и высоте швов. Причинами этого дефекта являются: 1) неправильная подготовка кромок, вследствие чего расстояния между ними получаются различными и сварщику приходится заполнять эти уширения наплавленным металлом; 2) неравномерное передвижение электрода или горелки и проволоки сварщиком вдоль шва, вследствие чего высота и ширина шва получаются неодинаковыми; 3) несоблюдение установленного режима сварки. 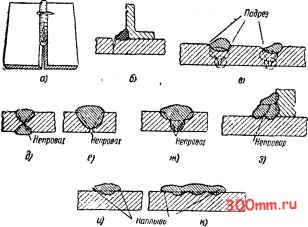  Рис, 178. Дефекты сварных швов: о, б -наружные трещины, в. г-подрезы. 3, е - непровар корня шва, ж, s - ве-провар кромки, и, к - наплывы Швы с таким дефектом имеют неопрятный внешний вид. Кроме того, неравномерное распределение наплавленного металла по шву и неравномерная его усадка могут привести к короблению или образованию трещин. Выявляется этот дефект наружным осмотром и проверкой ширины и высоты шва шаблоном; устраняются отклонения по ширине и высоте шва подваркой ослабленных мест и срубанием излишка металла. Трещины (рис. 178, а, б) бывают продольные и поперечные как в наплавленном, так и в основном металле. В последнем случае они обычно расположены около шва, в зоне термического
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


