
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей металла зачищают наждачной бумагой и протирают денатурированным спиртом для удаления остатков кислоты. Размеры шва (ширину и высоту валика, размеры подварки с обратной стороны и пр.) проверяют соответствующими шаблонаьш или универсальными измерителями (см. гл. III). Испытание механических свойств наплавленного металла и сварного соединения. Для проведения такого испытания одновременно со сваркой шва сваривают пробные пластины из того же металла, той же толщины, что и основное изделие, и с теми же режимами сварки. Из пластун вырезают и изготовляют на станках образцы установленной стандартом формы и размеров. Эти образцы подвергают испытаниям в лаборатории с целью определения механических свойств наплавленного металла и сварного соединения: временного сопротивления разрыву (предела прочности), относительного удлинения, ударной вязкости, а также твердости. Для испытания механических свойств наплавленного металла из него вытачивают круглый образец (рис. 179, а), который испытывают на растяжение с помощью разрывной машины. При этом определяется усилие в килограммах, прн котором образец разрывается, относя это усилие к 1 мм площади первоначального поперечного сечения образца. Чем больше это усилие, тем прочность наплавленного металла выше. При данном испытании одновременно определяют относительное удлинение образца, выражаемое в процентах от его первоначальной длины и характеризующее пластичность наплавленного металла. Для испытания механических свойств сварного соединения из пробной пластины вырезают плоский образец, форма и размеры которого указаны на рис. 179, б. Усиление шва на образце сострагивают с обеих сторон. Образец подвергается испытанию на разрывной машине. Прочность сварного соединения определяют нагрузкой в килограммах, приходящейся в момент разрыва образца на 1 мм его первоначального поперечного сечения. Чтобы установить пластичность металла шва, определяют также угол загиба образца. Для этого испытания изготовляют образец, изображенный на рис. 179, в. Образец укладывают на две опоры и подвергают изгибу под прессом. Угол а, при котором на поверхности шва возникает трещина (рис. 179, г), характеризует также пластичность наплавленного металла: чем больше угол, тем выше пластичность металла сварного шва и лучше качество сварного соединения. Лучшим считается шов, образец которого обеспечивает угол загиба, равный 180°. Ударную вязкость металла сварного шва определяют на квадратных образцах сечения 10 X 10 мм с надрезом (рис. 179, д). Эти образцы разрушают на специальной машине путем изгиба с приложением удара. Образец при этом ломается в месте расположения надреза. Чем большую работу необходимо затра- тить на излом такого образца, тем выше будет его ударная вязкость, измзяемая в кгс-м/см. Засверливание шва. Применяют для определения непровара корня шва или кромки в отдельных, наиболее сомнительпы.х местах. В исследуемом месте шов засверливают сверлом или конической фрезой (шарошкой), диамето которых на 3 мм больше ши-
2 Усиление сострагивать 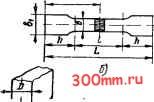 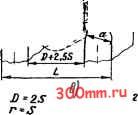 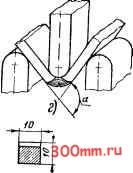 Рис. 179. Образцы для механических испытаний по ГОСТ 6996-54: а - образец для механического испытания наплавленного металла, б - плоский образец для механических испытаний сварного соединения b - нифша образца, S - толщина образца, / - длина, по которой определяется удлинение образца при растяжении, L - общая длина образца (при S до 4,5 лж, 6=15 мм, I =:60 мм: при 5=4,5-10 лж, 6=20 мм, г=60 мм; прн S= 10 г 25 мм, 6=33 мм, 1= 100 мм: при 525- 50 мм, 6=40 мм, г = 160 мм), е - образец для испытания иа загиб, г - образец после изгиба, д - образец для испытания на ударную вязкость рины шва. Угол заточки сверла или шарошки должен быть равен углу раскрытия шва. Поверхность засверленного места протравливают 10-12%-ным водным раствором двойной соли хлористой меди и аммония. При этом непровар становится хорошо видимым. После испытания засверленное место заваривают. Исследование макро- и микроструктуры. Структура металла, ввдимая невооруженным глазом на отшлифованной и протравленной спещальным раствором поверхности образца, называется макроструктурой. Шлиф делают на образцах, вырезанных из шва или из пробных пластин. При этом можно выявить непровары, шлаковые включения, раковины, поры, трещины, несплавление и пр. Микроструктурой называется строение основного или наплавленного металла, вцдимое под микроскопом при увеличении в 100-1000 раз. Поверхность шлифа должна быть тщательно отполирована и протравлена 5 %-ным спиртовым раствором азотной кислоты. Микроструктура позволяет обнаружить в шве перегрев и пережог металла, наличие окислов по границам зерен, изменение состава металла вследствие выгорания при сварке отдельных его элементов, микроскопические трещины, поры и пр. Исследования макро- и микроструктуры проводят в лаборатории и по их результатам судят о правильности применяемого режима сварки. Эти испытания позволяют также установить причины дефектов в шве и предупредить их появление в процессе сварки. Гидравлические и пневматические испытания резервуаров и сосудов. Цель пневматических испытаний - проверка плотности шва. Гидравлические испытания, помимо проверки плотности швов, дают возможность определить прочность резервуара и сосуда в целом при наибольших нагрузках. При гидравлическом испытании сваренный сосуд наполняют водой и с помощью гидравлического насоса создают в нем давление, превышающее максимальное рабочее давление для данного изделия*. Под пробным давлением сосуд выдерживают 5 мин. Затем давление снижают до рабочего и при этом давлении швы слегка обстукивают на расстоянии 15-20 мм от кромок закругленным молотком весом 1 кг, после чего тщательно осматривают швы. Места, в которых обнаружены при осмотре течь или потение, отмечают мелом и после снятия давления вырубают и заваривают вновь. Пневматическое испытание производится сжатым воздухом только при рабочем давлении сосуда. Плотность швов проверяют, обмазывая их мыльным раствором или погружая в воду, если габариты сосуда позволяют это. В местах пропуска воздуха образуются пузыри. В целях безопасности пневматическое испытание следует производить только после предварительного гидравлического испытания сосуда. Плотность шва. Проверяют при помощи керосина, который способен проникать в самые мелкие поры и трещины. Для этого шов с одной стороны обмазывают мелом, разведенным на воде. После высыхания мела шов с обратной стороны промазывают керо- * См § 1 гл X
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


