
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей сином. При наличии неплотностей, пор и трещин керосин просачивается через них, и на меловой покраске появляются хорошо заметные пятна. Этот способ применяется при проверке плотности швов резервуаров и сосудов, не работающих под давлением. Плотность шва можно проверить также способом С. Т. Назарова. Для этого шов снаружи оклеивают полосками бумаги, пропитанной 5%-ным раствором азотнокислой ртути, а проверяемый сосуд испытывают на рабочее давление сжатым воздухом с примесью 1% аммиака. Аммиак проникает через поры и трещины шва и вызывает заметное потемнение на полоске бумаги против дефектного места. Просвечивание швов. Способ просвечивания позволяет обнаружить в швах внутренние дефекты - трещины, непровары, поры, шлаковые включения. Этим способом проверяют швы ответственных изделий, например сосудов, работающих под давлением. Для просвечивания применяют рентгеновские лучи или излучение радиоактивных элементов (гамма-лучи*). Эти лучи, не видимые человеческим глазом, способны проникать через толщу металла, действуя на светочувствительную фотопленку, приложенную к шву с обратной стороны. В тех местах шва, где имеется дефект (поры, трещины и др.), поглощение лучей металлом будет меньше, и они окажут более сильное воздействие на чувствительную к лучам эмульсию пленки. Поэтому в данном месте на пленке после ее проявления будет более темное пятно, соответствующее по размерам и форме имеющемуся дефекту. Снимок шва, сделанный на пленку, носит название рентгенограммы или гаммограммы шва. Обычно просвечивают 10-15% общей длины шва. Для просвечивания сварных швов применяют рентгеновские аппараты, состоящие из специального трансформатора с выпрямителем и особой лампы - рентгеновской трубки. При прохождении через электроды трубки выпрямленного тока высокого напряжения (150 000-180 000 ё) в трубке возникают особые, так называемые рентгеновские лучи. В качестве источников гамма-лучей используют следующие радиоактивные вещества: при тонком металле от 1 до 10 мм - радиоактивный туллий-170, для просвечивания трубопроводов - радиоактивный цезий-134, при толщине металла до 50 мм - радиоактивный иридий-192. при толщине до 200 мм - радиоактивный кобальт-60. Небольшое количество радиоактивного вещества помещают в стеклянную ампулу. Рентгеновские и гамма-лучи при больших дозах облучения вредны для организма, поэтому рентгенотрубку или ампулу с радиоактивным веществом помещают в свинцовую оболочку. Свинец не пропускает рентгеновские и гамма-лучи и делает процесс * Гамма-лучи испускаются естественными (природными) радиоактивными веществами (радием, мезоторием) и искусственными радиоактивными изотопами кобальта, цезия, иридия, европия, туллия и других элементов просвечивания швов безопасным для обслуживающего персонала. В свинцовой оболочке рентгеновской трубки делают только узкую щель, через которую лучи могут падать на просвечиваемый участок шва. Ампулу с радиоактивным веществом в момент просвечивания временно вынимают из свинцового футляра, в котором она постоянно хранится. Просвечивание швов рентгеновскими и гамма-лучами выполняется только специально обученным персоналом. Схемы просвечивания сварного шва показаны на рис. 180. После проявления пленки шов на ней обозначается в виде светлой полосы. Темные точки на светлой полосе шва указывают места расположения пор или шлаковых включений. Если шов имеет непровар или трещину, то они дают на пленке темные линии. ГОСТ 7512-55 установлены следующие условные обозначения дефектов швов, обнаруживаемых при расшифровке рентгено-и гаммограмм: П -газовые включения (поры); Ш - шлаковые включения; Н - непровары; Не - непровар сплошной; Тп -трещины поперечные; Тпр - трещины продольные; Тр - трещины радиальные. По характеру распределения дефекты делятся на следующие группы: А - отдельные дефекты; Б - цепочка дефектов; В - скопление дефектов. Например, если на рентгенограмме имеется следующая запись: ПБ-1-15; Тп-4-1; Ш-О; Н-0; длина снимка 100, то это означает, что на участке шва длиной 100 мм выявлены: цепочка пор размером 1 мм на протяжении 15 мм; одна поперечнай трещина длиной 4 мм; шлаковых включений и непроваров не обнаружено. Ультразвуковой и магнитный методы контроля швов. Ультразвуковой метод основан на способности высокочастотных (свыше 20 ООО гц) колебаний, не воспринимаемых человеческим ухом, проникать в металл шва и отражаться от поверхности пор, трещин и других дефектов. Ультразвуковые колебания получаются обычно с помощью кварцевой пластинки, которая является источником этих колебаний, если к пластинке подвести переменный ток повышенной частоты (0,8-2,5 мггц). Отраженные ультразвуковые колебания улавливаются искателем (щупом) и затем преобразуются в электрические импульсы, дающие на соответствующий прибор сигнал о наличии дефекта в данном месте сварного шва Ультразвуковой метод может применяться только для контроля швов металла толщиной не менее 8 мм. Этим способом можно предварительно определить местонахождение скрытого дефекта, а затем просветить это место рентгеновскими или гамма-лучами для более точного выявления размеров и характера дефекта. 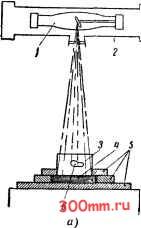 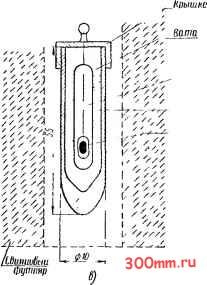 Стеклянная ai nijfia Латунная чьза ЕадчшктиЗной дещегтВв Кассета, с реитгена-алеинаи HamW-сдаиипВпр ДсржаВка ЦщЬназЬоиитоВаЗ! Мцшвтрциш (Варной I 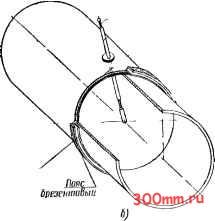 Amtjna срадтак тиВиым ВапсстВвм Рис 180 Схема просвечивания шва рентгеновскими и гамма-лучами- а - просвечивание рентгеновскими лучами / - рентгеновская трубка, 2 - футляр со евин цовой оболочкой, 3 - просвечиваемый металл, 4-фотопленка в черной бумаге (кассете) 5 - свинцовые пластрнки 6 - дефект в металле, 6 - просвечивание шва трубы гамма луча ми, в - ампула с радиоактивным веществом При магнитном методе сварной шов стального изделия покрывают смесью из масла и магнитного железного порошка. Затем изделие намагничивают с помощью постоянного сварочного
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


