
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей ке газов и паров между электродом и металлом образуется сварочная дуга (рис. 21. г). Термо- и автоэлектронная эмиссия электронов катодом создает условия для дальнейшего устойчивого горения дуги при токе и напряжении сварочной цепи. 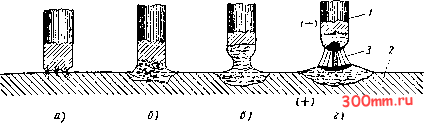 Рис. 21. Схема возникновения дуги между металлическим электродом и металлом: а - короткое замыкание, б - образование прослойки из жидкого металла, в - образование шейки, г - возникновение дуги, / - электрод, 2 - металл, 3 - дуга Напряжение дуги, т. е. напряжение между электродом и свариваемым металлом, зависит в основном от ее длины. Чем короче дуга, тем ниже напряжение, хотя ток в дуге может остаться неизменным. Это обусловлено тем, что при длинной дуге сопротивление газового промежутка будет больше. Как известно из электротехники, чем выше сопротивление, тем выше должно быть напряжение для того, чтобы обеспечить прохождение того же тока в цепи. Общее падение напряжения в дуге (f/д) складывается из падения напряжения в катодной зоне (f/J, в столбе дуги (U ) и в анодной зоне (U), т. е. Приближенно напряжение устойчиво горящей дуги выражается следующей формулой: где 6/д - напряжение дуги, в; а - постоянный коэффициент, выражающий сумму падений напряжения на катоде и аноде дуги, не зависящий ог длины дуги; b - среднее падение напряжения на единицу длины дуги; L - длина дуги, мм. Для стальных электродов можно в среднем принять а = 10 и b - 2в/мм. Тогда напряжение дуги длиной L = 4 мм составит: и = 10-1-2. 4= 18 е. На абсолютную величину напряжения дуги могут также влиять состав электрода и свариваемого металла, состав и давление окру- жающей дугу газовой среды (воздуха, аргона, гелия углекислого газа) и другие факторы. Дуга при сварке металлическим электродом горит устойчиво при напряжении 18-28 е, а при сварке угольным или графитовым- при напряжении 30-35 е. Для возбуждения дуги требуется более высокое напряжение, чем то, которое необходимо для поддержания ее нормального горения. Это объясняется тем, что в начальный момент воздушный промежуток еще недостаточно нагрет и необходимо придать электронам большую скорость для ионизации атомов газового промежутка, что можно достичь только при более высоком напряжении в момент зажигания дуги. На рис. 22 показаны графики изменения напряжения и тока в дуге при ее зажигании и устойчивом горении. Кривая, показывающая зависимость между напряжением и током в дуге, называется статической (или вольт-амперной) характеристикой дуги и соответствует установившемуся (стационарному) горению дуги. Точка А отмечает момент зажигания дуги. Затем напряжение дуги быстро падает до нормальной величины, соответствующей устойчивому горению дуги. Дальнейшее увеличение тока повышает нагрев электрода и скорость его плавления, но не сказывается на устойчивости горения дуги. Падающую статическую характеристику (кривые J и 2 на рис. 22) имеет дуга при относительно небольшой плотности тока, используемой при ручной дуговой сварке или при автоматической сварке под флюсом на средних режимах. При более высоких плотностях тока (сварка под флюсом на большом токе, сварка проволокой малого диаметра в среде защитного газа) статическая характеристика дуги будет возрастающей, как это условно изображено на рис. 22 пунктирными линиями 3 и 4. Устойчивой называется дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания. Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электродов, полярность и длина дуги. Длина дуги равняется расстоянию между торцом электрода и поверхностью расплавленного металла свариваемого изделия. Обычно нормальная длина дуги не должна превышать 3-4 мм для J0 6090mi501802W2W270 Сварочный тон 7, а Рис. 22. Статические характеристики дуги: / -длина дуги 2 мм\ дуги 5 мм; S и 4- для дуг различной длины при высоких плотностях тока 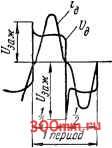 стального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и обеспечивает нормальное протекание процесса сварки. Для электродов диаметром 4-5 мм с покрытием ОММ-5 нормальная длина дуги равна 5-6 мм. Дуга, у которой длина больше 6 мм, называется длинной. Процесс плавления металла электрода при такой дуге протекает неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность, увеличивается разбрызгивание металла, чаще образутотся места с непроваром и недостаточным сплавлением наплавленного металла с основным. £S§ H-iffil§ .°£L T? от источник* постоянного или переменного тока. Дуга может питаться постоянным током прямой и обратной полярности. ТТри прямой полярности минус источника тока подключают к электроду, а при обратной полярности - к свариваемому изделию. При сварке угольным электродом дуга легче возбуждается и устойчивее горит, если ток имеет прямую полярность. Ток обратной полярности применяют в тех случаях, когда нужно уменьшить выделение тепла на свариваемом изделии: при сварке тонкого или легкоплавкого металла, чувствительных к перегреву легированных, нержавеющих и высокоуглеродистых сталей и т. д., а также при пользовании некоторыми видами электродов (например, с покрытием УОНИ-13). Для определения полярности цепи постоянного тока в стакане воды растворяют половину чайной ложки поваренной соли, опускают в раствор оба провода цепи и включают сварочный ток. Тот провод, около которого происходит интенсивное выделение пузырьков газа (водорода), будет отрицательным, а второй - положительным. Концы проводов на длине 1-2 см должны быть очищены от изоляции. Для определения полярности тока применяют также специальные полюсоуказатели. На рис. 23 показаны кривые изменения напряжения и тока в дуге переменного тока за один период. Так как в каждом полупе-рноде ток (1д) и напряжение дуги (L/j изменяются от нуля до максимальных значений, то за этот же промежуток времени уменьшается температура столба дуги и степень ионизации дугового промежутка. Вследствие этого для возбуждения дуги после прохождения тока через нулевое значенпе необходимо повышенное напряже- Рис. 23. Изменение тока и напряжения в дуге переменного тока: , - ток дуги, и - нап- ряжение горения дуги, заж~ напряжение зажигания дуги
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


