
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей стали используется для придания ей мелкозернистой структуры отжигом. Если нагревать сталь до температуры, значительно превышающей критическую, то получается крупнозернистая структура, которая понижает прочность стали и делает ее более хрупкой. Повторно нагревая перегретую сталь до температуры несколько выше критической и затем медленно охлаждая ее, можно вновь получить мелкозернистую структуру. Описанные выше превращения происходят в стали не мгновенно, а требуют некоторого времени. Поэтому при быстром охлаждении стали, которое имеет место при сварке, эти превращения не1 успевают произойти полностью, вследствие чего получаются дру- гие, промежуточные структуры. Так, например, в стали с повышенным содержанием углерода растворенный в аустените углерод при быстром охлаждении не всегда успевает полностью выделиться и остается в феррите. При этом образуется новая, твердая структура - мартенсит. Мартенситная сталь отличается высокой твердостью, но она более хрупкая. Нагрев и последующее быстрое охлаждение (закалка) придают стали повышенную твердость. Чем больше углерода в стали, тем она более склонг к закалке при нагреве и быстром охлаждении. Изменяя скорость охлаждения, можно получить различную твердость стали. Закалке подвержены стали, содержащие свыше 0,3% углерода. Последующий нагрев и медленное охлаждение (отпуск) устраняют действие закалки на сталь, способствуя частичному или полному выделению углерода из феррита и образованию перлитной структуры. Степень отпуска (т. е. степень уменьшения твердости) может быть различной в зависимости от температуры нагрева и длительности выдержки стали при этой температуре. Это явление имеет место, например, при наложении многослойных швов. В процессе наложения вышележащих валиков отжигается металл нижележащих слоев шва. На тщательно отшлифованной поверхности разреза сварного шва, протравленной специальным раствором, можно ясно видеть отдельные его части, имеющие различное строение зерен и называемые зонами сварного шва. Основной металле процессе сварки нагревается и частично расплаштяется, подвергаясь действию высокой температуры сварочной дуги или сварочного пламени. Чем выше температура нагрева, тем большие изменения будет претерпевать металл. В той зоне основного металла, где температура нагрева углеродистой стали не превышает 720 , металл сохраняет те же свойства, которыми он обладал до сварки. Наплавленный металл получается за счет расплавления присадочного, или электродного металла и частичного смешивания его с основным металлом. При ручной дуговой сварке стали в наплавленный металл за счет расплавления свариваемых кромок добавляется до 10% основного металла; при сварке под флюсом проволокой диамегром 4-5 мм эта добавка основного металла составляет до 50% и более. Наплавленный металл по составу, строению и свойствам отличается как от присадочного (электродного), так и от основного металла. Образование первых кристаллов начинается в жидком металле у поверхностей охлаждения и вокруг так называемых центров кристаллизации, образующихся в процессе затвердевания сварочной ванны. Из этих начальных центров образуются зерна металла за счет присоединения новых кристаллов. Чем быстрее охлаждение металла, тем больше образуется центров кристаллизации и тем мельче будут зерна. При медленном охлаждении в процессе затвердевания металл приобретает крупнозернистое строение (рис. 26, а). Находящиеся в жидком металле примеси и загрязнения (окислы, шлаки и др.) имеют более низкую температуру затвердевания, чем металл, и при застывании располагаются по границам зерен металла, ухудшая их сцепление между собой. Это снижает прочность и пластичность наплавленного металла. Чем чище наплавленный металл, тем выше его механические свойства. При автоматической сварке под флюсом получается более глубокое проплавление кромок основного металла, чем при ручной сварке, и он имеет зерна разветвленной формы (рис. 26, б), напоминающие ветвь дерева. Зерна такой формы называются д е н д -р и т а м и (от греческого слова дендрон - дерево) или столбчатыми и характерны для образовавшегося при застьшании хкидкого литого металла. Таким образом, зерна наплавленного металла по своей форме и расположению будут иными, чем зерна основного металла, которые всегда вытянуты в направлении прокатки. Если жидкий наплавленный металл или соседний с ним участок основного металла был 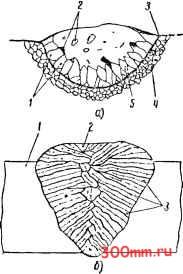 Рпс. 26. Схема строения металла сварного шва: а - схема кристаллизации металла в сварочной ванне при ручной сварке покрытыми электродами / - кристаллы, обладающие большой скоростью роста, 2 - неметаллические включения (шлаки), 5 - линия расплавления, 4 - кристаллы основного нерасплавленного металла. 6 - кристаллы, обладавшие малой скоростью роста; 6 - схема столбчатой (дендритной) структуры металла сварного шва при автоматической сварке под флюсом: / - основной металл, 2 - металл шва, S - зерна металла шва (ден- дрнты) очень сильно перегрет, то при охлаЖдейни его зерна принимают игольчатуто форму и пересекаются друг с другом в разных направлениях, образуя так называемуто видманштеттову структуру. Перегретый металл обладает меньшей прочностью и является более хрупким. Зона сплавления расположена между основным и наплавленным металлом. В этой зоне основной металл расплавляется и смешивается с наплавляемым металлом электрода. Если зерна основного и наплавленного металла хорошо срослись и как бы проникают друг в друга, то такие швы обладают наибольшей прочностью. Зона сплавления имеет ничтожные размеры и даже при рассмотрении под микроскопом часто сливается сграницей шва. Однако это бывает не всегда. В некоторых случаях можно довольно ясно различить границу между зернами основного и наплавленного металла. Иногда на границе между основным и наплавленным металлом образуется цепочка из пленок окислов. В таком месте шов всегда будет обладать пониженной прочностью из-за недостаточного сцепления частиц наплавленногометалла с основным. За зоной сплавления в основном металле имеется участок, где металл не изменяет своего химического состава. Но так как он до-юльно сильно нагревается, то строение и размеры его зерен изменяются. Эта часть основного металла носит название зоны термического (теплового) влияния или просто зоны влияния. Зона влияния имеет особое значение при сварке тех сортов сталей, которые чувствительны к закалке (высокоуглеродистых, хромистых). При нагреве и последующем быстром охлаждении таких сталей в зоне влияния резко повышается твердость и хрупкость, часто сопровождающиеся даже появлением трещин в металле шва и прилегающей к нему зоне основного металла. Для таких сталей приходится применять специальные режимы сварки, а также предварительный подогрев и последующую термическую обработку сварных швов. Строение зоны влияния при ручной дуговой сварке малоуглеродистой стали схематически показано на рис. 27. Рядом с наплавленным металлом расположена зона сплавления, с которой граничит участок перегрева. Здесь основной металл уже не нагревается до температуры плавления, хотя температура нагрева его достаточно высока и лежит в пределах ПОО-1500*, что вызывает значительный рост зерен металла на данном участке, и почти всегда сопровождается образованием зерен игольчатой (видманштеттовой) структуры. Эта часть шва обычно является наиболее слабым местом и здесь металл будет обладать наибольшей хрупкостью, хотя и не будет влиять существенно на прочность сварного соединения в целом, за исключением тех случаев, когда перегрев значителен. По мере удаления от оси шва температура нагрева снижается. В пределах температур 900-1100 находится участок нормализа- 3 Заказ 146 65
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


