
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей ции, характеризующийся наиболее мелкозернистым строением, так как здесь температура нагрева лишь незначительно превышает критическую температуру. Следующий участок, лежащий в пределах температур 720-900 . подвержен лишь частичному изменению структуры основного металла и потому называется участком неполной перекристаллизации. В нем имеются наряду с отдельными довольно крупными зернами скопления мелких зерен. В этой части металла подведенного количества тепла уже недостаточно для измельчения всех зерен. J Нщтвленмый иегпши С {iaciimhenjaMimB расппаЯ/Геиии НОТ Участок трегреВа Ой- тз-те- ----------------то- 3 Участок поряапизациа Ш 4 Участок неполной перекрисгпан/шзаааа 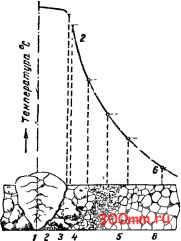 .5 Участок рек-100 Участок санеяоп- . кости ЗОВ- 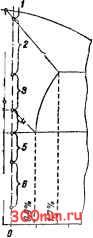 t г - % gimpoHa Рис. 27. Схема строения зоны влияния при ручной дуговой сварке малоуглеродистой стали. Цифрами /, 2, 3, 4, 5 6 обозначены одни и те же участки на разрезе металла шва, кривой и шкале температуры на диаграмме Участок, соответствующий нагреву от 500 до 720°, называется участком рекристаллизации; в нем структура стали не изменяется, а происходит лишь восстановление прежней формы и размеров зерен, разрушенных и деформированных при npojaTKe металла. При дальнейшем понижении температуры от 500° и ниже уже нельзя заметить признаков теплового воздействия на основной металл. Наибольшей прочностью и пластичностью металл сварного соединения будет обладать на участке нормализации. Наименьшую величину зона термического влияния имеет при дуговой сварке тонкопокрытыми электродами и при сварке под слоем флюса. При ручной дуговой сварке электродами с толстым покрытием зона влияния несколько больше и достигает 5-6 мм. Ширина зоны влияния главным образом зависит от сварочного тока, скорости сварки и условий отвода тепла от места сварки. Так, например, при автоматической сварке стали со скоростью 10 -12 м/час током 2000-2500 а ширина зоны влияния достигает 8-10 мм при толщине стали 40 мм; при автоматической сварке стали толщиной 2 мм током 1200-1400 а при ско>ости 360 м/час зона влияния имеет ширину всего 0,5-0,7 мм. ГЛАВА VI ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ Наплавленный металл должен удовлетворять различным требованиям, зависящим от условий эксплуатации данной сварной конструкции. Обычно от наплавленного металла требуется в первую очередь механическая прочность, вязкость, плотность. Кроме того, наплавленный металл должен быть устойчив против старения и усталости, т. е. он не должен становиться хрупким с течением вре- Электроды вля бугоВои сварки 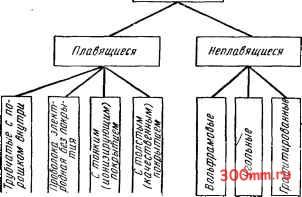 Рис. 28. Схема классификации электродов для дуговой сварки
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


