
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей ГЛАВА VII ТЕХНИКА РУЧНОЙ ДУГОВОЙ СВАРКИ § 1. Выбор сварочного тока Сварочный ток зависит от диаметра электрода, который выбирается в соответствии с толщиной свариваемого металла и вида сварного соединения. Кроме того, на величину тока влияет тип применяемого покрытия и положение сварного шва в пространстве. От величины сварочного тока зависит количество наплавленного металла в единицу времени (например, за 1 час), т. е. производительность сварки, а также глубина проплавления (провар). Если ток мал, то в сварочную ванну будет поступать недостаточное количество тепла и возможно несплавление основного и наплавленного металла (непровар), резко понижающее прочность сварного соединения. При слишком большом токе весь электрод спустя некоторое время после начала сварки сильно разогревается, его металл начинает быстрее плавиться и стекать в шов. Это создает излишек наплавленного металла в шве, а также связано с опасностью образования непровара в случае попадания жидкого электродного металла на еще не расплавленный основной металл. Таблица 6 Примерные значения сварочного тока в зависимости от диаметра электрода и вида покрытия
При выборе величины тока для сварки в нижнем положении малоуглеродистой стали можно руководствоваться следующей простой формулой: / = (40-60)d, где / - ток, а; d - диаметр металлического стержня электрода, мм. Примерные значения сварочного тока, применяемого при сварке электродами с различными видами покрытий, даны в табл. 6. Диаметр проволоки электрода при сварке стыковых щвов выбирают в зависимости от толщины свариваемого металла, исходя из следующих данных: Толщина свари- ,г ваемой стали, мм ... . 1,5-2 3 4-5 6-8 9-12 13-15 16-20 Диаметр проволоки электрода, мм . . . 2-3 3-4 3-4 4-5 4-5 4-5-6 4-5-6 § 2. Возбуждение дуги и поддержание ее горения Для возбуждения дуги сварщик концом электрода прикасается к металлу, а затем быстро отводит его на 2-4 мм. В этот момент образуется дуга, постоянную длину которой поддерживают во время сварки путем постепенного опускания электрода по мере его расплавления. До момента образования дуги сварщик должен закрыгь лицо щитком или щлемом. Второй способ заключается в следующем: сварщик проводит (чиркает) по поверхности свариваемого металла концом электрода и затем быстро отводит его на небольшое расстояние, возбуждая дугу. Дугу необходимо поддерживать возможно более короткой. Длинная дуга не обеспечивает достаточной глубины проплавления основного металла, а электродный металл при плавлении сильно разбрызгивается, в результате получается неровный шов с большим количеством включений окислов. При короткой дуге около шва образуется лишь небольшое количество мелких капель металла, электрод плавится спокойно, давая равномерный пучок искр, глубина проплавления свариваемого металла получается больше. О длине дуги можно судить по звуку, издаваемому ею при горении. Дуга нормальной длины издает равномерный звук одного тона. Слишком длинная дуга дает более резкий и громкий звук, часто прерывающийся и сопровождающийся хлопками. В случае обрыва дугу возбуждают вновь несколько впереди места обрыва, на еще не сваренном металле, после чего следует вернуться к месту, где произошел обрыв дуги, тщательно проварить кратер и продолжать сварку. § 3. Наплавка валика При подаче электрода только в направлении его оси и перемещении электрода вдоль щва прямолинейно, без колебательных движений получается узкий (ниточный) валик. При наложении валика электрод следует держать наклонно к поверхности металла под некоторым углом к вертикальной линии. Наклон электроду придают для того, чтобы капли металла, перемещающиеся при расплавлении конца электрода в направлении его оси, попадали на расплавленный металл ванны. Электрод может быть также наклонен и в сторону, противоположную направлению сварки. В этом случае глубина проплавления основного металла будет больще. 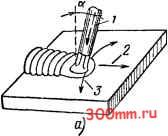 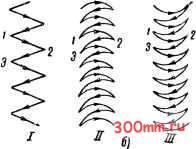 Рис 29. Схема основных движений электрода: а - перемещение электрода в трех направлениях, б - движение концом электрода при наплавке уширенных валиков; / - прямолинейные перемещения, - криволинейные, выпуклостью в сторону сваренного участка шва, / - тоже, выпуклостью в сторону несваренного участка шва Изменяя угол наклона электрода к поверхности свариваемого металла, сварщик может регулировать глубину расплавления основного металла, способствовать лучшему формированию валика щва и влиять на скорость охлаждения ванны. Узкий валик накладывают при проваре корня щва, сварке тонких листов и в других случаях. Чем медленнее сварщик перемещает электрод вдоль щва, тем шире получается валик. Обычно при сварке тонкопокрытыми электродами ширина узкого валика колеблется в пределах 0,8-1,5 диаметра стержня электрода. При узком, но высоком валике объем наплавленного металла невелик, он застывает быстрее и растворенные в металле невыделившиеся газы делают шов пористым. Поэтому чаще применяют уширенные валики. Для получения их сварщик должен сообщать электроду колебательные движения поперек шва. При сварке таких швов конец электрода должен совершать три движения (рис. 29, а): 1 - поступательное вдоль оси электрода сверху вниз, 2 - поступательное вдоль линии шва и 3 - колебательное поперек шва перпенди-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


