
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей кулярно его оси. Поперечные колебательные движения электрода способствуют прогреву свариваемых кромок и замедляют остывание ванны наплавленного металла. Схемы колебательных движений конца электрода при наплавке уширенных валиков показаны на рис. 29, б. В точках 1, 2 и 3 скорость перемещения электрода уменьшается, что способствует прогреванию кромок свариваемых листов. Лучшее качество сварки получается при ширине валика, равной 2,5-3 диаметра электрода. В этом случае все кратеры расплавлен-    Рис. 30. Особые случаи движения концом электрода: а - при усиленном прогревании обеих свариваемых кромок, б - при большем прогревании одной свариваемой кромки, в - при прогревании середины шва ного металла /, 2, 3 сливаются в одну общую ванну. При этом обеспечивается наилучшее сплавление основного и наплавленного металла, и шов получается наиболее прочным. При слишком большой ширине валика металл в точке / уже застывает в тот момент, когда дуга возвратится в точку 5, и в этом месте может образоваться непровар. Кроме того, при слишком широком валике производительность сварки будет меньше. На рис. 30, а показаны особые случаи движений концом электрода, необходимых для усиленного прогревания обеих кромок, на рис. 30, б - при прогревании только одной кромки (например, при сварке листов разной толщины). Для прогревания середины шва электрод перемещают по схеме, изображенной на рис. 30, в. Наплавляя валик, сварщик может находиться сбоку от шва, перемещая электрод слева направо или на оси шва, ведя электрод на себя. После окончания наплавки валика остающийся в конце его кратер должен быгь тщательно гаварен. Если этого не сделать, то в данном месте может возникнуть трещина. При сварке электродами с толстыми покрытиями необходимо обеспечить полное и равномерное закрытие жидкого металла слоем расплавленного шлака. Шлак должен располагаться сзади дуги, не смешиваться с расплавленным металлом и не затекать перед дугой, т. е. не попадать ка поверхность еще не расплавленного металла. Металл при этом должен поддерживаться более длительное время в жидком состоянии для того, чтобы частицы шлака всплыли на поверхность ванны, и шлак успел бы раскислить металл. Цирина поперечных колебаний конца электрода при сварке толстопокрытыми электродами должна быть меньше, чем при сварке тонкопокрытыми электродами. Сварку угловых швов в нижнем положении лучше производить в лодочку, а изделие наклонять так, чтобы шлак не затекал на металл перед дугой. Угол наклона а толстопокрытого электрода к вертикальной плоскости должен быть 15-20°. Валик, наплавленный толстопокрытым электродом, имеет более плоскую форму, так как наплавленный металл под слоем шлака застывает медленнее. Одним из элементов процесса сварки является прихватка, которая служит для предварительного скрепления свариваемых листов при сборке. Прихватка производится узким валиком длиной несколько сантиметров. Прихватка выполняется теми же электродами, что и сварка. Поверхность валиков-прихваток тщательно очищается. Во время сварки места прихваток должны полностью расплавляться до основного металла, так как иначе в месте наложения прихватки может образоваться непровар, пористость, включение шлака или другой дефект. § 4. Сварка стыковых швов Примерные режимы ручной дуговой сварки стыковых швов приведены в табл. 7. Таблица 7 Примерные режимы ручной дуговой сварки стыковых швов
Без скоса . V-образное То же . . Х-образное 4 4 4 4 4 200 200 200 200 250 320 320 12 7 4 Провар металла на всю толщину шва при сварке листов без скоса кромок толщиной до 6-8 мм зависит от правильного выбора тока и диаметра электрода. При соответствующих диаметрах электрода и токе обеспечивается полный провар и высокая производи- тельность сварки без скоса кромок при толщине листов даже до 10 мм. Рекомендуется подбирать ток опытным путем, сваривая пробные планки. Для предупреждения непровара нижней части шва (корня) выполняют, если это позволяет конструкция изделия, предварительную подварку шва с обратной стороны. Иногда с обратной стороны шва ставят подкладку из стали толщиной 2-3 мм. Тогда сварщик может повысить сварочный ток на 20-30% по сравнению с нормальной величиной, не боясь сквозного проплавления металла. Стальная подкладка при наложении валика шва приваривается к нему с обратной стороны и ее оставляют, если конструкция и назначение изделия это позволяют. § 5. Сварка угловых швов При сварке угловых швов жидкий металл стремится стекать на нижнюю плоскость. Поэтому эти швы лучше варить в нижнем положении в лодочку (рис. 31, а). Однако это не всегда возможно. 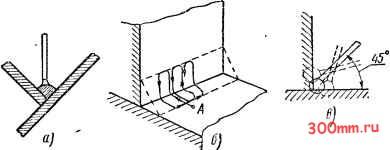 Рис. 31. Сварка угловых швов так как деталь иногда трудно устанавливать в нужном положении. При сварке углового шва, нижняя плоскость которого расположена горизонтально, возможен непровар вершины угла (корня шва) или одной из кромок. Непровар может образоваться на нижнем листе, если начинать сварку с вертикального листа; в этом случае расплавленный металл стечет на недостаточно нагретую поверхность нижней кромки. Поэтому сварку этих швов всегда следует начинать, зажигая дугу на нижней плоскости в точке возбуждения дуги А, и вести электрод так, как показано на рис. 31, б. Электрод нужно держать под углом 45° к поверхности листов, слегка наклоняя его в процессе сварки то к одной, то к другой плоскости (рис. 31, е).
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


