
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Из новых способов, разработанных и внедряемых в производство за последние годы, следует указать на сварку ультразвуком, сварку давлением в вакууме, сварку электронным лучом в вакууме, вибродуговую наплавку, сварку с высокочастотным нагревом, сварку вращающейся дугой, сварку плазменной струей и др. Однако эти способы сварки имеют специализированное назначение и область их применения более ограничена, чем дуговой или контактной электрической сварки; они используются, например, в приборостроении, при сварке пластмасс, сварке твердых сплавов, наплавке тонких слоев металла, сварке тугоплавких металлов и других подобных процессах. Данные об этих способах сварки можно найти в специальной литературе*. Наибольшее применение в промышленности имеют способы сварки плавлением, использующие тепло электрической сварочной дуги. Два основных метода этого вида дуговой сварки показаны схематически на рис. 3. При сварке листов 1 металлическим электродом по способу Н. Г. Славянова (рис. 3, а) электрод 4 и кромки 7 свариваемого металла одновременно расплавляются сварочной дугой 2, образуя жидкий металл, заполняющий промежуток между свариваемыми частями. Для повышения качества наплавляемого металла электрод покрывается специальной обмазкой, которая расплавляется и покрывает жидкий металл слоем шлака. В шлак частично удаляются из расплавленного металла вредные примеси, кислород и др., а-также шлак защищает металл от вредного влияния кислорода и азота окружающего юздуха. Ток к электроду подводится через электродо-держатель 5 по гибкому проводу б, а к свариваемомуметаллу - по второму проводу через зажим 3. Этот способ наиболее широко применяется при дуговой сварке на постоянном и переменном токе. 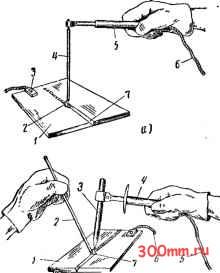 Рис. 3. Дуговая сварка: а - металлическим электродом, 6 - угольным электродом * В. С. Черняк н К. сварщика. Профтехиздат, 1961. П. В о щ а н о в. Справочник молодого При сварке листов / угольным электродом по способу Н. Н. Бе-нардоса (рис. 3, б) электрод 3 не плавится. Заполнение шва производится расплавлением металлического прутка 2, вводимого в сварочную дугу 7. Ток к электроду подводится по проводу 6 через электро-додержатель 4. Второй провод 6 с помощью зажима присоединен к свариваемому металлу. Способ этот используют реже, так как он менее удобен, требует применения постоянного тока и не всегда дает нужное качество металла шва при сварке стали. Данный способ используется преимущественно при сварке меди, алюминия, наплавке твердых сплавов, а иногда при сварке тонколистовой стали. ГЛАВА II ОБЩИЕ СВЕДЕНИЯ О ТИПОВОМ ОБОРУДОВАНИИ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ И ЕГО ОБСЛУЖИВАНИИ § 1. Электросварочный пост ручной сварки Общий вид рабочего места сварщика при ручной дуговой сварке постоянным током схематически показан на рис. 4, а. От сети / переменный ток напряжением 220 или 380 в подается через рубильник 2 и предохранители к электродвигателю 3, который вращает якорь генератора, вырабатывающего постоянный сварочный ток напряжением 25 - 40 в. Электродвигатель и сварочный генератор, установленные на тележке, образуют общий агрегат, называемый сварочным преобразователем. Ток от сварочного генератора по гибким проводам 4 vl 5 подводится к электрододержателю 7 и свариваемому изделию 6. Электро-додержатель служит для подвода тока непосредственно к электроду. Во время сварки в левой руке сварщик должен держать щиток 8, защищающий лицо и глаза от вредного действия лучей сварочной дуги. Вместо щитка часто применяют шлем, тогда левая рука сварщика остается свободной. Свариваемую деталь, если она невелика, кладут на металлический сварочный стол 9, к которому присоединяют второй провод от сварочного генератора. При возбужденииду-ги лежащее на металлическом столе свариваемое изделие оказывается включенным в цепь сварочного тока. На рис. 4,6 изображена схема поста для дуговой сварки переменным током. В этом случае вместо сварочного преобразователя пользуются сварочным трансформатором 3, который понижает напряжение подводимого от сети переменного тока с 220 или 380 в до напряжения 60-65 в, требуемого для возбуждения дуги при сварке. Переменный ток от сети / по проводам 2 подводится к сварочному трансформатору через рубильник и предохранители. Трансформатор снабжается регулятором 4 (дросселем) для плавного изменения сварочного тока в соответствии с толщиной свариваемого металла и создания падающей внешней характеристики.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


