
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Угловые швы выполняют однослойными при катете шва до8 мм или многослойными при катете шва свыше 8 мм. При сварке многослойного углового шва сначала накладывают узкий ниточный валик электродом диаметром 3-4 мм, чем обеспечивается лучший провар корня. При определении числа проходов исходят из объема площади поперечного сечения металла шва, наплавляемого за один проход. Для одного слоя эта величина должна составлять 30-40 мм. Примерные режимы ручной дуговой сварки угловых швов без скоса кромок даны в табл. 8. Таблица 8 Примерные режимы ручной дуговой сварки угловых швов без скоса кромок
При сварке угловых швов с односторонним и двухсторонним скосом кромок режимы сварки выбираются по данным, приведенным в табл. 9. Таблица 9 Примерные режим>1 ручной дуговой сварки угловых швов со скосом кромок Вид шва Толщина металла, мм Число проходов Диаметр электрода, мм Ток, а  4 8 12 1-2 3-4 6-8 3-4 4-5 4-6 4-6 120-160 160-220 . 160-300 160-320  20 40 60 80 2-4 4-8 8-16 16-30 30-40 4-6 4-6 4-6 5-6 5-6 160-320 160-360 160-360 220-360 230-360 § 6. Сварка вертикальных, горизонтальных и потолочных швов При сварке вертикальных швов капли расплавленного металла стремятся стекать вниз (рис. 32, а). Поэтому сварку вертикальных швов ведут более короткой дугой, при которой капли расплавленного металла легче переходят с электрода в кратер шва. Конец электрода при этом отводят вверх или в сторону от капли, давая  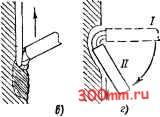 а) - 6} Рис. 32. Сварка вертикальных швов ей возможность затвердеть (рис. 32, б). Вертикальные швы лучше сваривать в направлении снизу вверх, тогда нижележащий кратер будет удерживать капли металла, стремящиеся стечь с конца электрода (рис. 32, в). Электрод может иметь наклон или вверх или вниз. При наклоне электрода вниз сварщик может лучше наблюдать за распределением капель расплавляемого электродного металла в разделке шва. Если необходимо вести вертикальную сварку сверху вниз, электрод ставится сначала в положение / (рис. 32, г), а после образования капли опускается ниже, в положение , получается следующий кратер и капля металла удерживается возможно более короткой дугой от отекания вниз. Вертикальные швы легче сваривать электродом диаметром не более 4 мм на несколько пониженном токе (порядка 160 а). При этом получается не слишком большой объем жидкого металла в кратере шва. При выполнении горизонтальных швов (рис. 33, а) для уменьшения отекания наплавленного металла делают скос кромок только у верхнего листа. Дугу возбуждают на нижней кромке (положение /), а затем переводят ее на кромку верхнего листа (положение ), поднимая вверх стекающую каплю металла. Схема движений конца электрода при сварке однослойного горизонтального шва показана на рис. 33, а справа. Можно также сваривать горизонтальные швы продольными валиками, накладывая первый валик электродом диаметром 4 мм, й последующие - электродом диаметром 5 мм. Наиболее трудными для сварки являются потолочные швы. Они выполняются самой короткой дугой. Для облегчения сварки в потолочном положении толстые покрытия делают несколько более тугоплавкими, чем металл электрода. Расплавляясь медленнее электродного металла, покрытие образует на его конце чехольчик, сдерживающий капли расплавленного металла (рис. 33, б). При этом конец электрода то удаляют, то приближают к ванне. При удалении электрода дуга гаснет и капли металла шва затвердевают. При потолочной сварке, так же как и при вертикальной или горизонтальной, выбирают электрод меньшего диаметра, а ток уменьшают на 10-15% по сравнению со сваркой металла такой 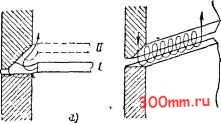 Схема движения электрода. --ч ч . ( \ > \ > \ < \J о Рис. 33. Сварка однослойных швов: а - горизонтальных, б - потолоччых  же толщины в нижнем положении. Для сварки в любом пространственном положении из толстопокрытых электродов пригодны, например, электроды с покрытием ОММ-5, МЭЗ-04, ЦМ-7; УОНИ-13 и др. § 7. Сварка многослойных швов При сварке многослойного шва сначала проваривают его корень ниточным валиком электродом диаметром 3-4 мм. Тщательность наложения первого валика имеет важное значение для получения прочного соединения при многослойной сварке. Затем производят наплавку последующих слоев, предварительно очистив поверхность ранее наплавленных валиков от шлака. При V-образ-ной подготовке шва корень последнего подваривают также и с обратной стороны. При многослойной сварке стыковых Х-образных швов сначала проваривают корень шва с одной стороны электродами диаметром 3-4 мм, очищают шов от шлака и наносят второй слой электродами большего диаметра. Затем изделие поворачивают, проваривают корень шва с другой стороны также электродами диаметром 3- 4 мм и накладывают второй слой в том же порядке. Предварительно шов очищают проволочной щеткой и, если нужно, прорубают зубилом
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


