
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей канавку. После этого наносят попеременно то с одной, то с другой стороны разделки последующие слои электродами диаметром 5- 6 мм. Этим обеспечивается меньшее коробление изделия при сварке. Чтобы при наплавке вышележащих слоев обеспечивался достаточный прогрев и отжиг ранее наплавленного слоя, толщина каждого слоя не должна быть более 4-5 мм. Практически для многослойных швов установлены следующие соотношения между площадью поперечного сечения металла, наплавленного за один проход, и диаметром электрода: для первого прохода (провар корня шва) Fi = (6 8)ds ; для последующих проходов F = (8 12)с?зл, где F, - площадь сечения шва для первого прохода, мм; F - площадь сечения ш Ба для последующих проходов, мм; эл - диаметр проволоки электрода, мм. . § 8. Сварка тонколистовой стали Основным затруднением при дуговой сварке стали толщиной менее 2-2,5 мм является возможность сквозного проплавления металла в отдельных местах шва и образование отверстий, которые трудно поддаются заплавке. Чтобы избежать этого явления, нужно правильно выбирать диаметр электрода и сварочный ток. Если к сварному изделию не предъявляется особых требований в отношении внешнего вида и формы шва (например, при сварке из листов малонапорных, неответственных трубопроводов, бочек и других изделий), то листовую сталь толщиной 1,5--2,5 мм можно сваривать постоянным током прямой полярности, используя в качестве источников питания стандартные сварочные преобразователи ПС-300, электроды диаметром 3-4 мм и максимальный ток 140-180 а. Для сварки более тонкой стали, а также для изделий, к которым предъявляются высокие требования в отношении внешнего вида и размеров сечения швов (например, стыковые швы труб, узлы трубчатых конструкций, испытывающих вибрационные и ударные нагрузки, и другие подобные изделия), применяются меньшие сварочные токи: Толщина металла, мм 0,5 1,0 1,5 2,0 2,5 Диаметр электрода, мм........ 1 1,6-2 2 2,5 2,5-3 Ток, а....... 10-20 30-35 35-45 50-65 65-100 Для швов в нахлестку ток берется на 10-15%, а для тавровых - на 15-20% больше указанных значений. Для сварки на таких режимах необходимо применять специальные покрытия, обеспечивающие устойчивость горения и легкое возбуждение дуги при малых токах; замедленное плавление элект- 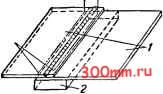 рода, соответствующее скорости прогрева и плавления основного металла (во избежание получения швов с большим утолщением); получение жидкотекучего расплавленного металла, дающего удовлетворительный внешний вид шва. Этим требованиям отвечает, например, покрытие марки МТ-2 для сварки тонколистовой стали, разработанное Киевским политехническим институтом. Состав покрытия МТ-2 следующий: 50%ти-тановой руды (концентрат), 20% полевого шпата, 20% ферромарганца, 2% хромовокислого калия, 8% декстрина. Покрытие разводится на водном растворе декстрина. Сварку электродами с покрытием МТ-2 лучше вести на постоянном токе прямой полярности. При. толщине листов более 1 можно применять переменный Зшнатьполинив ток. Необходимо иметь амперметр для точного измерения тока. Применяется также покрытие ОМА-2 следующего со-ства: 36,5% титанового концентрата, 3,5% марганцевой руды, 2% калиевой селит- Рис 34. Способ сварки тонких листов ры, 6% ферромарганца, 5,2% стали в нахлестку с проплавлением: ферросилиция, 46,8% муки, /-свариваемая деталь. 2-стальная подкладка 5-18% ЖИДКОГО стекла. Покрытие МТ-2 используют для сварки как углеродистой, так и низколегированной стали (типа хромансиль). Покрытие ОМА-2 применяют только при сварке углеродистой стали. Сварку лучше вести на толстых теплоотводящих подкладках из меди без зазора между кромками и без поперечных колебательных движений электрода. Возможно также применение остающихся стальных подкладок. Вместо подкладок в шов меледу кромками можно зажимать стальную полосу и вести сварку по ней, расплавляя кромки листов за счет косвенного действия тепла дуги. Тонколистовую сталь толщиной 0,5- 1 мм можно также сваривать в нахлестку с проплавлением металлическим или угольным электродом через верхний лист (рис. 34), что облегчает сварку и устраняет возможность сквозного прожога. При сварке металла малой толщины следует применять легкий электрододержатель и тонкий гибкий провод сечением 6-10 мм. При сварке тонколистовой стали на пониженных режимах применяют преобразователи ПС-100-1 или трансформаторы СТАН-0 и ТС-120, позволяющие плавно регулировать сварочный ток при малых его значениях и имеющие повышенное напряжение холостого хода. Тонкий металл можно также сваривать без присадочного материала неплавящимся угольным или графитированным электродом 4 Заказ 146 97 на постоянном токе, но с отбортовкой кромок (рис. 35, а). Электрод берут диаметром 6-10 мм, ток - от 120 до 160 а. Отбортованные кромки листов расплавляются и образуют сварной шов. Производительность при сварке тонкого металла угольной дугой очень высока и достигает 50-70 м/час. Для более толстого металла при сварке угольным электродом в шов закладывается проволока или полоска, расплавление кото-   Рис. 35. Некоторые виды сварных соединений при сварке угольным электродом: о - при сварке тонкого металла, б - при сварке более толстого металла: I - присадочная проволока, 2- присадочная полоска, 3- подкладка под шов рой дает добавочный объем присадочного металла, необходимый для образования металла шва (рис. 35, б). Дуговая сварка тонколистовой стали связана с большими технологическими затруднениями, чем, например, газовая, и поэтому газовая Сварка все еще широко используется при изготовлении конструкций из тонкого металла. Хорошие результаты достигаются при использовании дуговой сварки тонкой стали в атмосфере углекислого газа.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


