
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Для стали толщиной 1-2 мм целесообразно применять также полуавтоматическую и автоматическую шланговую сварку под флюсом проволокой малых диаметров со скоростью до 100-120 м/час. Однако наиболее экономичным способом сварки изделий из тонкого листового металла является электрическая контактная сварка (точечная, роликовая), которая дает шов высокого качества и вызывает наименьшие,деформации. Окончательный выбор того или иного способа сварки тонколистовой стали определяется конструкцией сварного изделия и условиями производства. § 9. Сварка с глубоким проплавлением Одним из способов повышения производительности ручной дуговой сварки является уменьшение объема наплавленного металла на единицу длины шва. Этот способ положен в основу процесса сварки с глубоким проплавлением. Необходимая прочность сварного соединения обеспечивается более значительной глубиной проплавления кромок свариваемых деталей, чем это имеет место при обычном способе сварки. Для иллюстрации рассмотрим сечения двух угловых швов таврового соединения, выполненных обычным способом (рис. 36, Л) и с глубоким проплавлением (рис. 36, Б). Опасным сечением в первом случае является биссектриса прямого угла между стенками свариваемых листов, показанная пунктиром и проведенная из точки Oj. Поскольку сечение шва имеет форму равнобедренного прямоугольного треугольника, биссектриса равна высоте данного треугольника, имеющего катет Gj. Высота равна: = Gi cos 45° = 0,7gi. В этом случае величина расчетного усилия, допускаемого для данного шва, будет: Pi = /ii /?s-/ = 0,7ai. где -допускаемое напряжение среза. При сварке с глубоким проплавлениер опасное сечение шва совпадает с перпендикуляром, опущенным из точки на гипотенузу треугольника, имеющего катет .Расчетная высота этого шва определяется по формуле Рис. 36. Сечения швов равной прочности: Л - с обычным проплавлением, Б - с глубоким проплавлением hz = (o2 + s)-Cos45°, где s - глубина провара по плоскости касания свариваемых листов, обычно равная s = 0,5 а. Следовательно, Лг = ( 2 + 0.5a2)-cos 45° = l.ba-O,? = \,\cl,. Принимаем (с запасом для прочности) Ь. = а. Тогда расчетное допускаемое усилие для шва (рис. 36, Б) будет равно: Сравнивая величины Pj и Р, видим, что при о, = щ, т. е. при одном и том же катете шва, величина Р 1,5 Pj. Следовательно, в этих условиях шов с глубоким проплавлением будет в 1,5 раза прочнее обычного валикового шва. Объем наплавленного металла у шва с глубоким проплавлением меньше, чем у обычного шва, так как всегда а 2 <Gj, что значительно повышает производительность сварки. На такой шов расходуется меньше электроэнергии и электродов, так как он образуется за счет большей доли расплавленного основного металла. Способ сварки с глубоким проплавлением разработан инженерами А. Д. Бондаренко и А. С. Чесноковым в Государственном проектном институте Проектстальконструкция и нашел широкое применение в практике сварки, особенно при изготовлении строительных конструкций, тонкостенных резервуаров, корпусов судов и других подобных изделий из листовой стали толщиной 4-12 ма. Глубина проплавления увеличивается с увеличением тока. Повышение тока на 50 а увеличивает глубину провара в среднем на 1 мм. При электродах с облазкой ЦМ-7С, диаметре стержня 6,7 мм и толщине слоя обмазки 2,15 мм на сторону глубина проплавления составляет: ток, о........... 350 400 450 500 550 600 глубина проплавления, . 4 5 6 7,25 8,5 9,5 При сварке с глубоким проплавлением электрод опирается кромкой покрытия на свариваемый металл (рис. 37, d). После воз- 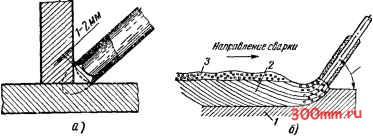 10-т Рис. 37. Положение электрода ЩгЛ сварке с глубоким проплавлением: а-поперечный разрез, б - продольный разрез / -основной металл, 2-металл шва, S - шлак Суждения дуги на конце электрода образуется чехольчик из не-расплавившегося покрытия, внутри которого горит дуга. Чехольчик предохраняет электрод от короткого замыкания. Сварщик нажимает электрододержателей в сторону направления сварки и по мере расплавления свариваемого металла и покрытия электрода равномерно перемещает его без поперечных колебаний. Для правильного протекания процесса сварки электрод должен быть наклонен к линии шва под углом 70-80° (рис. 37, б). При перемещении электрода жидкий металл давлением газов вытесняется в сторону, противоположную направлению сварки, образуя валик шва. При этом обнажается основной металл, который подвергается непосредственному воздействию дуги. Сварка может выполняться электродами с покрытиями ОММ-5, МЭЗ-04 и ЦМ-7С. Толщина слоя покрытия должна быть увеличена. Наилучшие результаты дает покрытие ЦМ-7С. Количество покрытия ЦМ-7С по отношению к весу металлического стержня электрода составляет: для сварки тавровых соединений .... для сварки стыковых соединений в один проход ............... для сварки стыковых соединений в несколько проходов: нижних слоев........... % 45-50 65-75 45-50 верхнего слоя........... 65-70 Тавровые соединения можно сваривать в нижнем положении (рис. 38, с) и в лодочку (рис. 38, б). Сварка в лодочку обеспечивает лучшее и более равномерное заполнение шва жидким металлом и максшу1альную скорость. Скорость сварки зависит fis>o от величины тока. Если уменьшить скорость сварки, оставив ток неизменным, то размеры сечения шва будут увеличиваться. Для получения тех же размеров шва при пониженной скорости сварки ток необходимо уменьшать. Приемы сварки стыковых соединений остаются такими же, как и при сварке соединений в тавр. Благодаря лучшему использованию тепла сварочной дуги одностороннюю сварку в стык металла толщиной до Ю мм можно производить без скоса кромок, двухстороннюю - до 18 мм. При сварке стыковых соединений для обеспечения надлежащего формирования шва применяют электроды с  /. б) Рис. 38. Сварка тавровых соединений.
купить деревянные поддоны новые цена. |
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


