
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей более толстым слоем покрытия, чем при сварке тавровых соединений. При односторонней сварке стыковых соединений без скЬса кромок электродами с покрытием ОЛШ-5 применяются режимы, приведенные в табл. 10. Таблиц а 10 Режимы односторонней сварки стыковых швов электродами с покрытием ОММ-5
Сварка металла толщиной 6 мм и выше может производиться с двух сторон; зазор в стыке оставляют в этом случае равным 0,5- 1 мм. Для сварки стыковых соединений толщиной выше 6 мм со скосом кромок используются электроды с проволокой диаметром 6 и 8 ii.Стыковые швы толстого металла следует сваривать со скоростью не ниже 20 м/тс в несколько проходов. При повышенной скорости сварки получается шов меньшей ширины, требующий меньшего расхода электродов, электроэнергии и времени на сварку. Кроме того, при многослойной сварке качество металла шва получается более высоким вследствие происходящего отжига металла шва при наложении последующих слоев. § 10. Сварка погруженной дугой Способ сварки погруженной дугой (рис. 39) предложен Я. А. Ларионовым. Применяется этот способ при односторонней сварке  Дви>)<ения элеитроЯоп- Перемещение и/ И II / II li il II II II
Рис. 39. Схема способа сварки погруженной дугой в стык листов толщиной до 20 мм без скоса кромок и дает экономию электродов, времени и снижение затрат труда на подготовку кромок. Свариваемые листы помещают на стальную подкладку /. На концах шва ставятся ограничительные планки 2. Зазор между кромками должен на 1-1,5 мм превышать диаметр электрода 3. Для устранения влияния сближения кромок от усадки наплавленного металла листы раздвигают под углом один к другому на 10- 20 мм на каждый метр длины шва. Для сварки применяются электроды с обмазками ОЛШ-5, ЦМ-7С, УОНИ-13 и др., образующими при плавлении чехольчик. Дуга возбуждается на стальной подкладке и по мере образования ванны электрод 3 поднимают вверх, наклоняя то к одной, то к другой кромке листов для их оплавления и сплавления с жидким металлом ванны. Заполнив один вертикальный слой шва, сварщик вновь опускает электрод на соседний участок и повторяет эти же движения в процессе сварки по всей длине шва. После сварки с поверхности шва удаляют шлак и накладывают общий декоративный слой, заполняющий все неровности основного шва. Для сварки погруженной дугой используются электроды диаметром 4, 5 и 6 мм. Ток применяется максимально допустимый для электрода данного диаметра. § 11. Сварка наклонным и лежачим электродами В ряде случаев на практике можно повысить производительность процесса наплавки и сварки, применяя относительно несложные приспособления и простые технологические приемы. К- таким способам относится, например, сварка наклонным и лежачим электродами. Эти способы можно применять для повышения производительности ручной сварки коротких прямолинейных швов. Способ сварки наклонным электродом предложен А. А. Силиным и состоит в том, что электрод / ставят наклонно, как показано на рис. 40, а; один конец его зажимается в обойме 2, которая может свободно опускаться по штанге 3. По мере плавления конца электрода последний опускается вниз параллельно самому себе, а обойма при этом скользит по стойке. Угол наклона электрода к металлу сохраняется постоянным. Ток к электроду подводится через обойму 2. Дуга возбуждается замыканием электрода на металл с помощью второго вспомогательного электрода, например угольного. При горении дуги электрод опирается на металл козырьком, образующимся на покрытии, что обеспечивает постоянную длину Дуги, и последняя горит устойчиво. Чем больше угол наклона а электрода по отношению к свариваемому изделию, тем больше сечение наплавленного валика. Для электрода диаметром от 6 до 10 мм угол наклона должен быть равен 25-30°. При угле менее 20° наблюдается сильное разбрызгивание металла и качество шва ухудшается. Ток берется из расчета 40 с на 1 мм диаметра электродной проволоки. Длина электрода должна быть не более 1200 мм. Описанный способ дает хорошее качество наплавленного металла и пригоден для сварки коротких швов. Он допускает также обслуживание одним сварщиком нескольких постов и может рассматриваться как один из простейших способов полуавтоматической сварки. 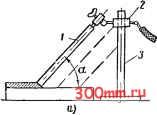 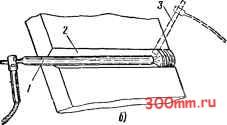 Рис. 40. Способы сварки: о -наклонным электродом, б -лежачим электродом Чтобы получить уширенный валик наплавленного металла при постоянном угле наклона, можно вместо одного электрода применять гребенку из 3-5 .электродов. Ток в этом случае берется на 50-70% выше, чем при обычной ручной сварке. Схема сварки лежачим электродом дана на рис. 40, б. Толстопокрытый электрод / кладется в разделку шва 2. С помощью вспомогательного угольного или металлического электрода 3 возбуждается дуга между свариваемым металлом и концом лежачего электрода. Дуга горит под слоем электродного покрытия и перемещается по длине электрода по мере его плавления. Для ускорения процессов можно вторым электродом вести сварку обычным способом, плавя его позади дуги лежачего электрода. Длина лежачего электрода во избежание сильного перегрева его должна быть не больше 1200 мм. Покрытия наносятся на электрод более толстым слоем, чем обычно, -толщиной от 1,5 до 3 мм в зависимости от диаметра электрода. Схема включения лежачего электрода в сварочную цепь показана на рис. 41. При многослойной сварке в шов можно закладывать одновременно несколько электродов, как показано на рис. 42. Каждый из электродов, уложенных в шов, питается от отдельного сварочного трансформатора.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


