
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Более усовершенствованным способом сварки лежачим электродом является сварка под слоем флюса. Этот способ предложен Д. А. Дульчевским и в дальнейшем разработан В. И. Кузнецовым и М. И. Кунис. Он отличается простотой, не требует специального оборудования и обеспечивает высокое качество наплавленного металла. Длина электрода при этом способе ограничивается только прямолинейностью стержня, способом подвода тока, а также возможностью получения равномерного зазора между стержнем и свари- 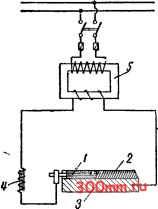 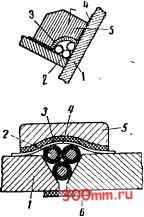 Рис. 41. Схема включения лежачего электрода в цепь: / - электрод, 2 - наплавленный металл, 3 - свариваемый металл. 4 - дроссель, 6 - трансформатор Рис. 42. Укладка нескольких лежачих электродов при многослойной Сварке: / - свариЬаемый металл, 2 - электроды, 5 - медная накладка, -бумага для предохранения медной и стальной иакладок от подгорания. 5 - стальная накладка, 6 - нижняя подкладка ваемым металлом. Дуга возбуждается замыканием конца электрода и металла посредством кусочка графита или тонкой проволоки. Этим способом могут свариваться не только прямолинейные швы, но и круговые или фигурные. Но только для швов разных очертаний нужно изготовить соответствующую раму для крепления прижимных контактов. Пример применения этого способа для сварки двутавровых балок показан на рис. 43. При включении тока возникает электрическая дуга между концом электрода и свариваемым металлом, горящая под слоем флюса. По мере плавления электрода дуга перемещается от одного контакта к другому, а расплавляемый ею металл образует валик сварного шва. Дуга под слоем флюса горит устойчиво и равномерно. Ток применяется следующий: при диаметре электрода i мм..... 220-260 а при диаметре электрода Ю мм .... . 580-620 а 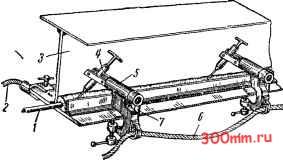 Рис. 43 Сварка швов двутавровой балки лежачим электродом под флюсом: i - электрод. 2 и 6 - сварочные провода. 3 - балка, 4 - прижимный контакт, 5 - струбцина, 7 - пружина контактов § 12. Сварка несколькими электродами Таблица И Режимы сварки сдвоенным электродом Сдвоенный электрод представляет собой два стержня из электродной проволоки длиной 450 мм, сложенных вместе и имеющих общий слой покрытия. Вес покрытия должен составлять около 25% от веса металлических стержней. Сварка сдвоенным электродом ведется такими же приемами, как и одним электродом. Сдвоенный электрод располагают так, чтобы оси его стержней лежали в плоскости оси шва. Электрододержатель должен обеспечивать контакт с двумя стержнями электрода. При сварке шов располагается наклонно под углом 5-10°. Сварка ведется на себя, причем сварщик держит электрод под углом 60-70° к плоскости металла. Сварку можно вести как на переменном, так и на постоянном токе. Режимы сварки, применяемые для сварки, приводятся в табл. 11.
Сварка сдвоенными электродами имеет следующие преимущества перед сваркой одним электродом: 1. Сварка может выполняться на повышенном токе, что увеличивает количество наплавляемого металла и повышает производительность на 50-80%. 2. Увеличивается время полезного горения сварочной дуги, так как сварщик как бы работает электродом длиной 2 X 450 = = 900 мм и тратит вдвое меньше времени на смену электродов. 3. Улучшаются условия труда сварщика, так как дуга горит более устойчиво, электрод не перегревается и образуется меньше брызг. 4. Уменьшаются потери металла на угар и разбрызгивание до 8-10 % вместо 20-25 %. Таблица 12 Режимы сварки пучком электродов Применение сдвоенных электродов позволяет сваривать за один проход металл толщиной до 12 мм. i При сварке пучком электродов берется несколько покрытых электродов, которые соединяются наложением прихватки в месте контакта их с электрододержателей; вследствие этого ток одновременно подводится ко всем электродам. Этот способ повышает производительность сварки в 1,5-2 раза я снижает удельный расход энергии на 20-30% по сравнению со сваркой одним электродом, имеющим диаметр, равный диаметру отдельных электродов, входящих в пучок. Режимы сварки пучком электродов приводятся в табл. 12. Корень шва для обеспечения надлежащего провара предварительно сваривается одним электродом диаметром 4 - 5 мм. Способы сварки сдвоенными электродами и пучком электродов разработаны инж. В. С. Володиным.
§ 13. Сварка ванным способом Ванный способ применяется при сварке круглых стальных арматурных стержней большого диаметра (20-100 мм), а также стыков многорядной арматуры железобетонных сооружений. Особенно широкое распространение этот способ получил на строительстве гидростанций.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


