
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей При непрерывном горении трехфазной дуги в течение часа можно наплавить до 8кг металла при диаметре электрода 6 мм. Благодаря лучшему использованию тепла расход энергии на 1 кг наплавленного металла в среднем составляет 2,75 квпг-ч вместо обычных 3,5-4 кет-ч при сварке на переменном токе, т. е. экономия энергии достигает 20 - 30%. Электроды (рис. 47) для сварки трехфазной дугой состоят из двух параллельно расположенных стержней /, имеющих общее покрытие 2. С одной стороны электрод 3 зачищен для присоединения к электрододержателю специальной конструкции, позволяющей подводить ток раздельно к каждому из электродов. 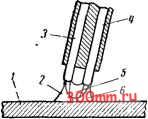 Рис. 46. Схема горения трех сварочных дуг при ручной сварке трехфазной дугой
Рис. 47. Двухстержневой электрод для сварки трехфазной дугой При сварке две фазы присоединяются к электрододержателю, а третья - к свариваемому металлу. Расстояние а между электродами зависит от диаметра стержня и равно: Диаметр металлического стержня, л<л . . 5 6 8 Расстояние а, мм........... 1,75 2 2,5 В качестве покрытий могут применяться ОММ-5, ЦМ-7 и К-5. Состав покрытия К-5 для спаренных электродов следующий: 5% мрамора, 26% плавикового шпата, 7% ферромарганца, 10% ферросилиция, 6% кварца. К общему весу полученной смеси добавляют 1% бентонита, 4% поташа и 30% жидкого стекла. Питается сварочная дуга от специальных трансформаторов ти- па зет конструкции проф. Н. С. Сиунова или от двух обычных однофазных сварочных трансформаторов, включаемых по схеме, показанной на рис. 48. При соприкосновении правого электрода с деталью замыкается цепь вторичной обмотки вспомогательного трансформатора 5 и включается катушка пускателя /, вследствие чего возникает ток во вторичных обмотках трансформаторов 6 и9 и образуются сварочные дуги между электродами и свариваемым металлом. Блок-контакт 2 пускателя подключает катушку 4 параллельно обмотке дросселя 7. Приобрыведу-ги напряжение на дросселе падает до нуля и пускатель / отключается, прерывая цепь питания сварочных трансформаторов. Трехфазной дугой можно сваривать стыковые и тавровые соединения в нижнем и наклонном (под углом до 45° к горизонтали) положениях. Тавровые соединения лучше сваривать в лодочку, так как при сварке в нижнем положении обычным способом горизонтальный катет шва получается на 12-15% больше вертикального вследствие повышенной жидкотекучести наплавленного металла. Конец электрода при сварке должен касаться основного металла кромкой козырька покрытия, образующегося при его плавлении. Это увеличивает глубину провара и уменьшает возможность образования пористого металла шва. Данным способом можно сваривать листы в стык без скоса кромок или с увеличенным размером притуплённой части. При сварке в стык электродами диаметром 5 мм толщина притупления кромок листов может составлять до 4 мм, а при диаметре 6 мм - АО 5 мм (табл. 15). В процессе сварки тавровых соединений в нижнем положении ток берется равным при диаметре электродов 5 мм 200-220 а, при диаметре 6 мм 280-320 а. 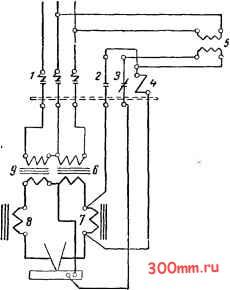 Рис 48 Схема включения двух однофазных трансформаторов при сварке трехфазной дугой: / - пускатель, 2 - блок контакт нормально открытый. 3 - блок-контакт нормально закрытый, 4 - включающая катушка, 5 - понизительный трансформатор, 6 к S - однофазные сварочные трансформаторы, 7 и 8 - дроссели при сварке в лодочку ток несколько повышается и может быть такой же, как и при сварке стыковых соединений. Сварка малоуглеродистой стали трехфазной дугой дает наплавленный металл с высокими механическими свойствами. Применяя многопроходные швы, трехфазной дугой можно сваривать металл толщиной до 200 мм. Таблица 15 Режимы сваркч трехфазной дугой соединений в стык
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


