
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей В сечениях /-/ и - рамки возникнут напряжения растяжения, которые будут тем больше, чем больше стремится удлиниться стержень, т. е. чем выше температура его нагрева. Если взять очень толстый стержень и слабую рамку, то последняя может разорваться по сечениям /-/ и - . Если рамка будет жестче и прочнее стержня, то последний изогнется и примет положение, показанное на рис. 54 пунктиром. При последующем охлаждении нагретый стержень, подвергающийся пластической деформации, стремится сократить свою длину на величину АБ. В этом случае сопротивление рамки вызовет появление в стержне напряжений растяжения и он может или разорваться или изогнуть рамку 2. Это же произойдет, если будем нагревать рамку 2 в сечениях /-4 и - , оставляя стержень холодным. На величину деформаций при сварке влияет теплопроводность свариваемого металла: чем выше его теплопроводность, тем равномернее распределяется по сечению тепловой поток и тем меньше будет деформация. Поэтому при сварке нержавеющих сталей, обладающих меньшей теплопроводностью и большим коэффициентом линейного расширения, чем малоуглеродистая сталь, деформации получаются большими, чем при сварке малоуглеродистой стали. Наоборот, алюминий, хотя и обладающий более высоким коэффициентом линейного расширения, но значительно лучше проводящий тепло, чем малоуглеродистая сталь, дает при сварке меньшие деформации по сравнению с малоуглеродистой сталью. Термические напряжения от местного неравномерного нагрева при сварке возникают в металле без воздействия внешних усилий. Такие напряжения называются внутренними или собственными. Из собственных термических напряжений наибольшее значение имеют те, которые возникают во время охлаждения изделия. Если эти напряжения действуют только вдоль шва, то они не влияют на прочность сварного соединения. Более опасны напряжения, действующие перпендикулярно оси шва (поперечные), так как они могут вызвать появление трещин в шве и околошовной зоне. Если деформации и напряжения появляются в изделии только в процессе сварки и исчезают при его остывании после сварки, то они называются временными. Те деформации н напряжения, которые сохраняются в изделии после сварки, при полном охлаждении швов, называются остаточными. Остаточные Рис. 54. Деформации закрепленного в жесткой рамке стержня при нагревании и охлаждении напряжения и деформации имеют наибольшее практическое значе- ние, так как могут отражаться на работе сварной конструкции. Деформации возрастают при увеличении неравномерности нагрева, поэтому подогрев изделия при сварке существенно уменьшает деформации и напряжения от них. § 4. Причины возникновения напряжений и деформаций при сварке Неравномерное нагревание металла. Внутренние напряжения возникают в том случае, если свободному расширению и сокращению детали что-либо препятствует. Таким препятствием являются соседние участки металла, оставшиеся более холодными вследствие неравномерного нагрева и потому менее расширившиеся. Наличие сосредоточенного источника тепла (сварочное пламя, электрическая дуга), перемещающегося вдоль шва с какой-то скоростью и вызывающего неравномерное нагревание металла при сварке, является основной причиной возникновения внутренних напряжений и деформаций в сварных изделиях. Усадка наплавленного металла. Усадкой называется уменьшение объема металла при его переходе из жидкого состояния в твердое. Явление усадки объясняется тем, что при затвердевании металл становится более плотным, вследствие чего объем его сокращается. В результате усадки возникают растягивающие напряжения в соседних частях детали, которые вызывают соответствующие им напряжения и деформации. Различные металлы имеют разную усадку, обычно измеряемую в процентах от первоначального линейного размера. Так, например, линейная усадка равна: Для алюминия............ 1,7-1,8 бронзы.............. 1,45-1,6 латуни.............. 2,06 меди............... 2,1 стали малоуглеродистой литой ... 2,0 чугуна серого литейного...... 0,7-0,8 Напряжения, вызванные усадкой, возрастают до момента перехода упругих деформаций в пластические. Если металл недостаточно пластичен, деталь может дать трещину в наиболее слабом месте. Таким местом часто бывает околошовная зона термического влияния. Вследствие усадки и сокращения объема металлла при охлаждении иногда образуются трещины в процессе сварки, называемые горячими. При сварке происходит продольная и поперечная усадка. Вызываемые усадкой деформации показаны на рис. 55 и 56. Продольная усадка вызывает сокращение длины листов при сварке продольных швов (рис. 55, а). Если центр тяжести поперечного сечения шва не совпадает с центром тяжести сечения свариваемого элемента, то в результате продольной усадки неиз- Град/ин напряжений 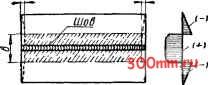 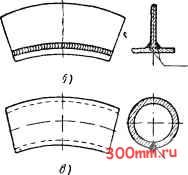 До сварки После свар ни 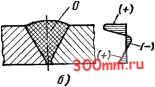 Рис. 56. Деформация от поперечной усадки наплавленного металла: с - деформация, б - график распределения напряжения: (-) - напряжения сжатия, (-f-) - напряжения растяжения , О - центр тяжести поперечного сечения шва -4-i) LUoe бежно возникает коробление этих элементов в про-дольном направлении (рис. 55, б, в, г). Поперечная усадка всегда дает коробление листов (рис. 56) в сторону большего объема наплавленного металла. Поэтому при поперечной усадке листы будут коробиться вверх, в сторону утолщения шва. Если деталь закрепить, создав препятствие против деформации от усадки, то в закрепленном участке изделия появятся напряжения. Величина деформации и связанных с ней напряжений зависит от величины зоны нагрева при сварке. Чем больший объем металла нагревается, тем сильнее будут деформации. Поэтому различные способы сварки дают различную величину деформаций. Боль- .ис. 55. Продольная усадка и вызываемые ею деформации: а - пря симметричном, 6, в к г - при несимметричном расположении швов относительно центра тяжести сечения элемента; Ы - деформация от продольной усадки, в -ширина зоны разогрева, (-)- напряжения сжатия, (-Ь) - напряжения растяжения
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


