
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей зуют в изделиях, работающих при очень низких температурах, например аппаратах и сосудах для получения и хранения жидкого I воздуха, жидкого кислорода, жидкого водорода, жидкого гелия и пр. Сварка при низких окружающих температурах. Низкая окружающая температура при выполнении сварки (сварка на холоде) также оказывает влияние на механические свойства наплавленного металла малоуглеродистой стали. При окружающей температуре ниже -20° у стали Ст. 3 несколько понижается ударная вязкость и заметно уменьшается угол загиба Это свидетельствует о повышении хрупкости металла сварного шва, и поэтому в нем могут образоваться трещины уже в процессе сварки на холоде Наибааьшие трудности возникают при сварке на холоде сталей с содержанием углерода свыше 0,25%, а также легированных марганцем, хромом, молибденом, склонных к закалке. В этом случае могут возникнуть трещины вследствие быстрого охлаждения участков, прилегающих к сварному шву, которые при этом частично закаливаются и становятся более твердыми и хрупкими Для предупреждения образования трещин такие стали на холоде следует сваривать с предварительным подогревом места сварки и медленным охлаждением шва после сварки. Сварка на холоде хромоникелевых нержавеющих сталей и цветных металлов не влияет на свойства наплавленного металлами поэтому вполне допустима Для подогрева изделий при сварке на холоде применяют индукционные нагревательные устройства, схемы которых изображены на рчс 65 Индукционное нагревательное устройство состоит из стального магнитопровода и обмотки, по которой пропускается электрический ток. На рис. 65, а изображен нагреватель (индуктор) с незамкнутым сердечником и обмоткой Сердечником / нагреватель устанавливается на нагреваемый лист 3, а обмотка 2 подключается к вторичной обмотке 4 сварочного трансформатора 5 Свободные концы обмотки нагревателя и вторичной обмотки трансформатора замыкаются на нагреваемое изделие При прохождении по обмотке индуктора переменного тока в магнитопроводе и воздушном пространстве около полюсов сердечника возникает сильное переменное магнитное поле, которое индуктирует электродвижущую силу в нагреваемом изделии Под действием этих электродвижущих сил в изделий возникают вихревые токи, нагревающие метачт. Для нагрева труб, колонн, стержней и резервуаров небольшого диаметра можно использовать нагреватели без специального сердечника (рис. 65, б), так как сердечником в данном случае служит сама нагревательная труба /; вокруг трубы навивается обмотка 2, включаемая последовательно во вторичную обмотку сварочного трансформатора. Переносные индукторы для подогрева имеют мощность порядка 9-Ю ква и вес около 30 кг. Скорость нагрева составляет 70-80° в минуту. Переменное магнитное поле индуктора оказывает влияние на сварочную дугу, вызывая магнитное дутье , которое распространяется на расстояние около 100 мм от индуктора. Температура нагрева металла определяется путем нанесения на него полосок термокраски красного цвета, которая при нагревании гго/шв гго/звов 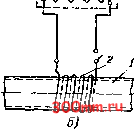 Рис 65. Схемы индукторов для подогрева: а -с сердечником, б - без сердечника металла до 150-200° темнеет. При охлаждении металла термокраска принимает свой первоначальный цвет. Нагревание ведется участками длиной до 800 мм вдоль оси шва и шириной до 200 мм, для чего индуктор на данной длине участка устанавливгется дважды. В многослойных швах подогрев индуктором производится только при наложении первого валика. Последующие слои стараются наплавлять на металл, еще неполностью остывший после наплавки предыдущего слоя. Влияние повышенной температуры. При повышении температуры до 300° предел прочности малоуглеродистой стали несколько возрастает. При повышении температуры свыше 300° прочность стали резко падает. Снижение прочности при высоких температурах наблюдается у сталей всех марок. Легирование хромом и молибденом повышает устойчивость стали против неблагоприятного влияния повышенных температур. ГЛАВА IX ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ СТАЛИ § 1. Понятие о свариваемости стали Под свариваемостью стали понимается способность ее давать при сварке тем или иным способом высококачественное сварное соединение без трещин, пор и прочих дефектов. По признаку свариваемости все сорта сталей можно условно разделить на четыре группы: 1. Хорошо сваривающиеся: к ним относятся стали, не дающие трещин при сварке обычным способом. 2. Удовлетворительно сваривающиеся: к ним относятся стали, допускающие сварку без появления трещин только в нормальных производственных условиях, т. е. при окружающей температуре выше 0°, отсутствии ветра и пр. 3. Ограниченно сваривающиеся: эти стали склонны к образованию трещин при сварке в обычных условиях. При сварке таких сталей необходимо принимать специальные меры для предупреждения образования трещин, например предварительный или сопутствующий подогрев, термообработку до или после сварки, специальную подготовку кромок, особые способы или порядок сварки и др. 4. Плохо сваривающиеся: к таким относятся стали, склонные к образованию трещин при сварке. Обычно их можно сваривать только специальными приемами, разработанными и применяемыми для данного сорта стали. Для определения свариваемости стали выполняют пробную наплавку на образцах, вырезанных из стали данной марки. Существует несколько способов определения свариваемости. С помощью этих способов устанавливают, не появляется ли при сварке данной стали хрупких структур в шве или в околошовной зоне, способствующих образованию трещин в период охлаждения стали после сварки. Свариваемость тонкой стали можно, например, определять
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


