
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Еышенной прочностью и упругостью. Так, например, хромокремне-марганцевая сталь 25ХГС содержит 0,22-0,30% углерода, 0,9- 1,2% кремния, 0,8-!,1% марганца и 0,8-1,1% хрома, серы и фосфора не более 0,03% для каждого. В термически обработанном состоянии она имеет следующие механические свойства: временное сопротивление разрыву 80 кгс/мм, относительное удлинение 10%, ударную вязкость 6 кгс-лt/cлl Основное затруднение при сварке сталей хромансиль состоит в том, что они склонны к закалке и трещинообразованию. Стали этих марок, содержащие до 0,2% углерода, хорошо свариваются дуговой сваркой. Хуже свариваются стали ЗОХГС и 35ХГС. При сварке применяют соединения в стык, в нахлестку, в тавр и угловые. Соотношение толщин свариваемого металла не должно превышать: при стыковых соединениях 1 : 2, а при соединениях в нахлестку и в тавр 1 : 6. Для сварки может применяться электродная углеродистая проволока Св-08 и Св-08А по ГОСТ 2246-60, а для ответственных сварных узлов - из стали Св-18ХГСА. Сварка труб из стали 20ХГСА с толщиной стенки менее 3 мм производится электродами с покрытием следующего состава: 46% двуокиси титана, 30% углекислого бария, 16% мела, 8% двуокиси марганца и жидкого стекла 1200 см на 1 кг сухой смеси. Толщина слоя покрытия в зависимости от диаметра электрода должна быгь равной: для 2 мм- 0,05 -f-0,1 мм; 2,5 - 0,08- 0,1 мм; 3 лш -0,1-f 0,15 мм; А мм - 0,15-0,2 мм. Это покрытие используется и для сварки хромомолиб-деновой стали 20ХМА. Для стали хромансиль пригодно также покрытие МТ-2 (см. § 8 гл. VII). Для более толстого металла применяют покрытие следующего состава: 50% мрамора, 11,5% плавикового шпата, 11% ферросилиция 75%-ного, 11% ферротитана, 9% феррохрома, 7% ферромарганца, 0,5% поташа и жидкого стекла 500 г на \ кг сухой смеси. Ток и диаметр электродов подбираются по данным табл. 19. Таблица 19 Режимы сварки хромокремнемарганцевой стали (хромансиль)
При двухслойной сварке второй шов сваривают током на 10- 15% больше указанного в табл. 19. Если свариваются детали различной толщины, то ток и диаметр электрода выбираются по более толстому элементу, но принимается меньшее значение тока из табл. 19, причем дуга направляется на более толстый элемент. Сварку нужно вести по возможности непрерывно. Дугу можно обрывать только после заполнения кратера. В случае непроизвольного обрыва дуги ее зажигание вновь следует производить на 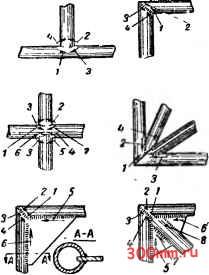   Рис. 67. Типовые узлы трубчатых конструкций из хромокреыне-марганцевой стали (цифры показывают порядок наложения швов, стрелки - направление сварки) наплавленном металле рядом с кратером. Не следует допускать обрыва дуги в местах поворота швов. Очень важно, чтобы при сварке длина дуги поддерживалась наименьшей. Электрод должен быть наклонен к плоскости шва под углом 70-80°. Деталь должна располагаться так, чтобы сварка велась по возможности в нижнем положении. Вертикальной и потолочной сварки следует избегать. Рекомендуется швы сваривать в лодочку. На рис. 67 показаны типовые соединения, применяемые при сварке трубчатых конструкций из хромокремнемарганцевых сталей. Места, отмеченные на рис. 67 буквой а, при окончательной заделке шва завариваются газовой сваркой или опиливаются во избежание концентрации напряжений. Для увеличения длины шва и жесткости сварного узла применяют косынки б из листовой стали. При дуговой сварке хромокремнгмарганцевой стали, особенна небольшой толщины, происходит частичная закалка металла в околошовной зоне и твердость металла здесь повышается. Для устранения этого явления деталь нагревают до 650-680° и затем охлаждают в горячей воде или на воздухе. Окончательная термическая обработка, если она требуется по техническим условиям, производится путем закалки и последующего отпуска. При закалке деталь нагревают до 880°, а затем охлаждают в масле с температурой 20-50 . Время выдержки при температуре 880° зависит от толщины металла. Для металла толщиной менее 1 мм выдержка равна 5 мин, для 3-5 мм - 10 мин, для 9-12 мм - 15 мин, свыше 20 мм выдержка берется 1 мин на 1 мм толщины металла. При отпуске деталь нагревают до 400-570°, а затем охлаждают в горячей воде при 60°. Чем ниже температура отпуска, тем выше прочность стали после него. Стали ЗОХГС и 35ХГС сваривают с предварительным подогревом до 150-350° и, как правило, после сварки подвергают термической обработке. Для сложных и ответственных стальных отливок в тяжелом машиностроении применяется хромокремнемарганцевая сталь ХГСЛ, содержащая 0,28-0,38% углерода, 0,9-1,2% марганца, 0,5-0,75% кремния, 0,5-0,8% хрома, не более 0,04% серы и не более 0,045% фосфора. Механические свойства стали ХГСЛ следующие: временное сопротивление разрыву 70 кгс/мм, относительное удлинение 14%, ударная вязкость 4-5 кгс.м/см\ твердость не менее 200 единиц Бринелля. При отливке деталей из этой ст?ли иногда получаются литейные пороки: поры, раковины, усадочные трещины и др., которые можно исправлять заваркой с предварительной вырубкой дефектного места-. Для заварки применяют электроды из проволоки СВ-18ХГСА по ГОСТ 2246-60, соответствующей по составу стали 20ХГСА, с покрытием ЦНИИТМАШ марки ЦЛ-18 и ЦЛ-18М (М - означает молибден). Для заварки дефектов в отливках из стали ХГСЛ некоторые заводы применяют также электроды из углеродистой проволоки Св-08 и Св-08А с легирующим покрытием из феррохрома, ферросилиция, ферромарганца, шлакообразующих веществ и графита, дающих при сварке наплавленный металл, близкий по химическому составу и механическим свойствам к стали ХГСЛ. § 6. Сварка марганцовистых сталей Высоколегированная марганцовистая сталь содержит 1-1,3% углерода и от 11 до 14 % марганца. Эта сталь обладает твердостью, устойчива против истирания. При нагреве до 1050° и последующей закалке в воде она приобретает высокую прочность (временное сопротивление разрыву 100-120 кгс/мм) и пластичность (относительное удлинение 40%). Из этой стали изготовляют стрелки и
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


