
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей ГЛАВА X ОСОБЕННОСТИ СВАРКИ НЕКОТОРЫХ КОНСТРУКЦИЙ § 1. Сварка резервуаров и сосудов Резервуары и сосуды, работающие без давления. К этой группе относятся резервуары и сосуды для хранения жидкостей, газгольдеры для газа низкого давления (менее 0,7 ати). Близкими к этим конструкциям по технологическим приемам сварки являются газопроводы большого диаметра, кожухи различного рода химической аппаратуры, корпуса судов, их переборки, палубы, обшивка и пр. Изделия данного типа собирают из листов толщиной до 10-12 мм, свариваемых друг с другом в стык или в нахлестку При монтаже таких конструкций швы приходится сваривать в разнообразных положениях: нижнем, вертикальном, горизонтальном и потолочном. От швов в этих конструкциях требуется не только прочность, но и плотность. Типичными для данной группы конструкций являются резервуары для нефтепродуктов, состоящие из плоского днища, цилиндрической части и крыши. Такие резервуары строятся обычно емкостью до 10 000 м. Цилиндрическая часть резервуара изготовляется из поясов, высота которых определяется шириной листов и равна 1400-1500 мм. Вертикальные швы свариваются в стык, горизонтальные - в стык или в нахлестку. Ширина нахлестки должна равняться четырехкратной толщине листа, но не менее 20 мм Листы крыши укладываются на решетчатые фермы и балки, располагаемые по радиусам и скрепляемые поперечными прогонами. В настоящее время при изготовлении резервуаров широко используются наиболее передовые способы сварки - автоматическая и полуавтоматическая под слоем флюса и в среде углекислого газа. Ручная сварка применяется при сборочно-монтажных работах Используются также новые методы организации работ по строительству резервуаров. Так, например, получил распространение новый рулонный метод изготовления крупных резервуаров, разработанный сотрудниками Института электросварки им. Е. О. Патона. По этому способу стенка, днище и кровля резервуара изготовляются заблаговременно на заводе из отдельных листов с применением автоматической сварки Готовые полотнища свертываются в рулон и в таком виде транспортируются на место установки резервуара Корпус резервуара емкостью 5000 лг, диаметром 23 м и высотой 12 м сворачивается в восьмислойный рулон диаметром 2,8 м, весом 40 т. С помощью кранов рулоны устанавливают на днище (рис. 68), с помощью лебедок и тракторов их развертывают, после чего резер- 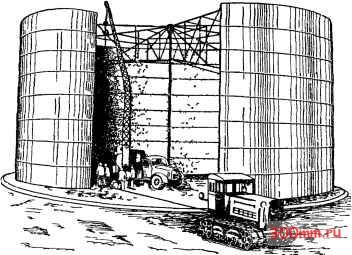 Рис. 68. Развертывание рулона корпуса и монтаж ферм кровли при изготовлении нефтерезервуара вуар окончательно сваривают Фермы кровли монтируются в процессе развертывания рулона Новый способ значительно сокращает стоимость и сроки сборки и сварки резервуаров и позволяет механизировать основные операции по их сооружению, а также улучшает качество резервуаров Сосуды, работающие под давлением. К этой категорил относятся сосуды, в когорых рабочее, давление превышает атмоа)ерное более чем на 0,7 ати, например резервуары для сжатых газов, химическая аппаратура, паровые котлы, цистерны для сжиженных газов и др Качество сварных швов в таких сосудах должно быть высоким и регламентируется правилами Госгортгхнадзора СССР. К сварке этих сосудов допускаются лица сдавшие специальные испытания в соответствии с правилами Госгортехнадзора и полу- чившие удостоверениз (диплом) на право сварки сосудов, работаю-ш,их под давлением. Сосуды емкостью не свыше 25 л, у которых произведение емкости в литрах на рабочее давление в атмосферах составляет не более 200 не подлежат действию указанных выше правил независимо от величины рабочего давления в них. Наплавленный металл швов в сосудах для работы под высоким давлением должен обладать механическими свойствами, указанными с табл. 22. Таблица 22 Механические свойства наплавленного металла швов сосудов, работающих под давлением
Применяемые при сварке таких резервуаров электроды и металл должны иметь сертификаты*, удостоверяющие их качество. Сосуды, изготовленные из углеродистых сталей, подлежат обязательной термообработке в следующих случаях: а) если толщина стенки цилиндрической части или днища сосуда в месте сварного стыка более 35 мм; б) если толщина стенки цилиндрической части сосуда, изготовленной из листовой стали вальцовксй, превышает велг1чнну, вы- численную по формуле ° - в;1утренний диаметр сосуда, см; в) при изготовлении днищ сосуда (независимо от толщины их стенки) холодной или горячей штамповкой при температуре окончания штамповки ниже 700°. Днища могут подвергаться термообработке до приварки их к обечайке, и в этом случае термообработка сосуда может не производиться, если она не требуется согласно пп. а и б. Допускается термообработка сосуда по частям с последующей окончательной местной термообработкой соединительного шва в кольцевой печи или специальными нагревательными устройствами. * Сертификат - паспорт, свидетельство о качестве.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


