
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Проверка механических свойств сварных соэдинзний сосудов, работающих под давлением, производится путем испытания образцов, вырезанных из пробных пластин, сваренных одновременно с основным издэлием. Механические свойства сварных соединений должны удовлетворять приведенным выше требованиям правил Госгортехнадзора СССР. После сварки все изделия подвергаются испытанию на прочность и плотность гидравлическим давлением. Для сосудов, у которых рабочее давление менее 5 ати, величина пробного гидравлического давления берется на 50% больше величины рабочего давления, но не ниже 2 ати. При рабочем давлении свыше 5 ати пробное гидравличгског давление должно на 25% (но не менее чем на 3 ати) превышать рабочее давление. Элементы сосудов, работающие при температуре стенки свыше 450° и независимо от температуры стенки - при давлении свыше 50 ати, а также сосуды, изготовленные из легированной стали, воспринимающей закалку на воздухе или склонной к образованию межкристаллитных трещин, подвергаются еще металлографическим исследованиям сварных образцов, вырезанных из контрольных пластин или стыков, если эти испытания предусмотрены ТУ на изготовление. Кроме вышеуказанных испытаний, стыковые сварные швы исследуются путем проев :чивания рентгеновскими или гамма-лучами*. В сосудах, работающих при давлении свыше 50 ати и температуре стенки свыше +430 и ниже -70°, просвечивается 25% общей длины стыковых швов; в сосудах, испытывающих давление до 50 ати и работающих при температуре стенки от +200 до +400 и от -40 до -70°, -15% длины стыковых швов; в сосудах с давлением до 16 ати и температурой стенки от +200 до -40°-10% длины стыковых швов. Все выполненные швы сварщик обязан клеймить присвоенным ему номером или шифром. Готовые сосуды снабжаются паспортом, в котором указываются: наименование и заводской номер сосуда, наименованпе и адрес завода-изготовителя, дата выпуска, рабочее давление и температура стенки, емкость, характер рабочей среды, результаты испытаний и другие сведения, требуемые правилами. В сосудах, работающих под давлением, следует применять стыковые швы по возможности с двухсторонней сваркой или с подваркой обратной стороны. Сварка должна вестись преимущественно в нижнем положении. Сборочные отверстия в свариваемых листах не допускаются. Днища сосудов, работающих под давлением, делают обьино выпуклыми и приваривают к обечайке стыковым швом. Продоль- * Рентгеновскими н гамма-лучами называются невидимые лучн, обладающие способностью проникать через толщу металла и, действуя иа фотографическую пленку, отмечать на ней скрытые пороки шва: трещины, непровар, поры, шлаковые включения и др. (см. гл. XXIV). ные и поперечные швы обечаек должны быть только стыковыми Допускаются соединения в тавр для приварки плоских днищ, грубных решеток, фланцев, штуцеров и других подобных элементов, а также двухсторонняя приварка выпуклых днищ в нахлестку к цилиндрической обечайке при толщине oтбopTJвaннoй части днища не свыше 16 мм. В настоящее время большинство сосудов, работающих под давлением, выполняют с помсадью автоматической сварки под флюсом, а толстостенные сосуды - автоматической электрошлаковой сварки. Эти современные способы сваркн обеспечивают бол..шую производительность и высокое качество сварных швов. Ручной дуговой сваркой выполняются только короткие швы в местах прихваток, приварки патрубков, опор, люков и др., а также иногда производится предварительная подварка корня швов, свариваемых автоматической сваркой, если эта подварка предусмотрена по технологии, § 2. Сварка трубопроводов Сооружаемые с применением сварки трубопроводы можно условно разбить на две следуклцие группы: а) трубопроводы, свариваемые из листовой стали, б) трубопроводы, свариваемые из готовых труб. Сварка трубопроводов первой группы имеет много общего со сваркой резервуарных конструкций из листового металла. Эти трубопроводы сваривают продольными и поперечными швами из обечаек, которые предварительно вальцуют из листов. Обычно такие трубопроводы работают под невысоким давлением, которое не превышает 0,7 ати. Поэтому они не подлежат действию правил инспекции Госгортехнадзора. Очень часто для увеличения жесткости газопровода с его наружной стороны привариваются ребра жесткости из углового, таврового или швеллерного железа Если давление в трубопроводе превышает 0,7 ати, то они должны свариваться в соответствии с требованиями соответствующих правил Госгортехнадзора Трубопроводы второй группы, свариваемые из готовых стандартных труб, применяют для пара, газа, воды и различных жидкостей. Они работают под повышенным давлением. В трубопроводах котельных установок рабочее давление достигает 50-100 ати и более. В этих трубопроводах приходится сваривать только поперечные швы в стык. В настоящее время в трубной промышленности внедрены новые споссбы изготовления труб из стальной ленты с применением автоматической сварки под флюсом продольного шва. Изготовляются также тонкостенные трубы со спиральным швом. Схема процесса сварки спирального шва трубы изображена на рис. 69. Стальная лента из рулона непрерывно свертывается с помощью специального стана в трубу и соединяется по спирали автоматической сваркой под флюсом. Все трубопроводы для пара и горячей воды (температура свыше 120°), работающие под давлением свыше 1 ати, должны сваривать- ОсеВое перемещение трубы, согласованное с поперечной подачей аенты СВарочиач гопобка Поперечная подача ленты 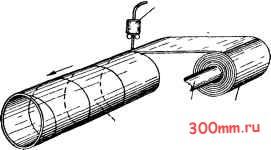 ОпраВка Рулон ленты Готовая труба Рис. 69. Схема процесса сварки из ленты труб со спиральным швом СЯ С соблюдением требований правил Госгортехнадзора. Согласно этим правилам сварка трубопроводов может производиться при температуре наружного воздуха не ниже-20°, а труб из легированной стали - не ниже - 10°. При дожде, ветре и снеге место сварки должно ограждаться фанерными щитами и кровлей. К сварке трубопроводов, работающих под давлением, допускаются сварщики, прошедшие установленные испытания и имеющие соответст-вукдцие удостоверения. Допускаемое смещение стенок концов труб при сборке под сварку не должно превышать: Толщина стенки, мм . . Смещение не более, мм . 6 8 9 и 10 1,0 1,5 2,0 12 и более 2,5 Тонкостенные (со стенкой менее 5 мм) трубы свариваются без скоса кромки. При толщине стенки свыше 5 мм делается скос под углом 35-40° с оставлением нескошенной части кромки (затупления) в 2-3 мм. При дугорой сварке труб применяются стыковые соединения, изображенные на рис. 70. Кольца и подкладки допустимо применять только в трубах диаметром свыше 100 мм, где сужение сечения трубы от внутреннего кольца не оказывает существенного влияния на величину свободного сечения трубы. Трубы без внутренней кольцевой подкладки соединяются с помощью центрирующих приспособлений Тонкостенные трубы из нержавекяцей стали 1Х18Н9Т (размером 22 X 1,5, 21 х 1,5; 6 Заказ 146
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


