
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей 15 X 1,5 мм и т. п.) соединяют в стык с отбортовкой (рис. 71) аргоно-дуговой ручной или автоматической сваркой с применением вольфрамового неплавящегося электрода. 60-70 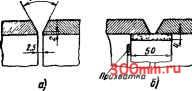 Подкпадно Рис. 70 Способы соединения концов труО. а - без внутреннего кольца, б - с внутренним центрирующим гладким кольцом, в - с внутренней кольцевой подкладкой с буртиком Стальные электроды для дуговой сварки труб, подлежащие действию правил Госгортехнадзора, должны обеспечивать получение наплавленного металла с пределом прочности не менее нижнего предела прочности основного металла трубы. Относительное удлинение наплавленного металла для труб из легированных сталей должно быть не ниже 16%, а для труб из углеродистой стали - не ниже 18%. Ударная вязкость наплавленного металла должна составлять; для труб из легированных сталей не нижеб кгс-ж/сж для труб из углеродистой стали не ниже 8 кгс-м/см. При газовой сварке труб допускается более низкое относительное удлинение наплавленного металла, равное 12% для труб из легированных и 16% из углеродистых сталей. Ударная вязкость наплавленного металла при газовой сварке труб из всех сортов сталей должна быть не менее 4 кгСМ1см. В процессе сварки труб из углеродистой и легированных сталей в ряде случаев применяют предварительный подогрев стыков с целью уменьшения возмо>1.-ности образования закалочных структур и внутренних напряжений в переходной зоне основного металла. Для контроля качества сварных шюв изготовляют в тех же условиях пробные стыки, из которых вырезают образцы для испытаний на прочность; на каждые 50 стыков трубопровода сваривают один пробный. 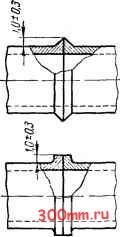 Рис. 71. Способы подготовки кромок тонкостенных труб из Стали 1Х18Н9Т для аргоно-дуговой сварки вольфрамовым электродом  при испытании образцов на растяжение полученный предел прочности не должен быть менее нижнего предела прочности основного металла или предела прочности Ьаплавленного металла. При испытании образца на изгиб угол загиба до появления первой трещины в шве должен быть: для углеродистой стали не менее 100°, для молибденовой при толщине стенки до 20 мм не менее 80 и при толщине стенки свыше 20 мм не менее 60°, для хромомолибденовой стали при толщине стенки до 20 мм не менее 50°, а при толщина свыше 20 мм не менее 40°, для углеродистой стали не ниже 70°. В монтажных условиях эти нормы могут быть снижены на 10%. Непровар в стыке допускаете:! не более 15% толщины стенки. Сваренные трубопроводы ис-пытьшаются гидравлическим давлением, на 50% превышающим установленное рабочее давление. Дефектные места, давшие течь, вырубают и заваривают вновь. Трубопровод должен укладываться на опоры так, чтобы сварные швы находились от опор на расстоянии от 0,5 до 1,5 м. Порядок сварки труб диаметром свыше 200 мм с поворотом стыка показан на рис. 72. Окружность стыка размечается на четыре части: А-Б; Б-В; В-Г; Г-А. Стык соединяется тремя прихватками / (рис. 72, а). Затем электродом диаметром 4 при токе 120-150 о проваривают участки стыка А-Б и Г-В узким валико.м в направлении снизу вверх (рнс. 72, б), а затем, повернув трубу на 90°, - участки Г-А и В-Б (рис. 72, в). После этого электродом диаметром 5 мм при токе 200-250 а также накладывают второй и третий слои (рис. 72, гид). На рис. 73, а дана схема сварки неповоротных стыков труб диаметром 250-500 мм. Первый слой накладывают тремя участками: отЯкЛ, от£кЛиотЯк£. Этот порядок облегчает работу сварщика и снижает усадочные напряжения. Второй слой накладывают от /С к Г с левой и от /С к Г с правой стороны стыка в направлении снизу вверх. Если сварка производится в три стоя, то третий слой накладывают в два приема так же, как и второй, но только сварку начинают в точке П и заканчивают в точке М. ПервыЛ слой и потолочные участки швов остальных слоев сва- 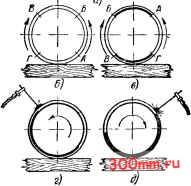 Рис. 72. Порядок сварки стыков труб с поворотом 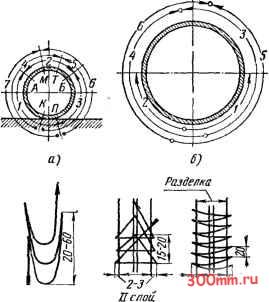 I слои I man Uman Шслой  \ сварка трубы козырек сбнутренкей \ стороны  Рис. 73. Схема сварки неповоротаого стыка трубы
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


