
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей ривают электродом диаметром 4 мм, остальные участки - электродами диаметрами 5 и 6 мм. У труб диаметром более 500 мм шов делят на 6-8 участков и сначала сваривают снизу вверх боковые участки с обеих сторон стыка, затем нижние участки в потолочном положении и замыкают стык сваркой навстречу друг другу верхних участков. На рис. 73, б показан способ сварки неповоротных стыков труб диаметром 720 мм. Такой способ применил сварщик-скорост- 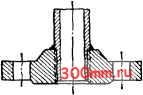 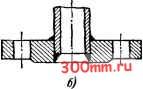 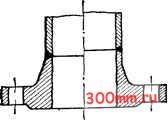 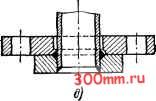 Рис. 74. Способы приварки фланцев к трубам: с - с шейкой на резьбе, б и в - плоские приварные без скоса и со скосом кромки под сварку, г - приварные в стык, д - свободные на приварном кольце ник т. Горшков при сварке газопроводов. Сварка ведется электродами УОНИ-13/55: первый слой - диаметром 3 мм, ток 165 а; второй слой - диаметром 4 мм, ток 220-240 а; третий слой - диаметром 4 мм, ток 160-180 а. На рис. 73, б показан порядок наложения слоев, а на рис. 73, в-схемы движения конца электрода при сварке по этому способу. Кружками отмечены точки начала и окончания шва, а стрелками - направление сварки. Бывают случаи, когда при монтаже и ремонте труб нельзя сварить стык ни с поворотом, ни в потолочном положении. Тогда применяют способ сварки труб с козырьком , как это показано на рис. 73, г. Нижняя часть стыкового шва выполняется с внутренней, а верхняя -с наружной стороны. Способы приварки фланцев различных типов к трубам показана на рис. 74. При сооружении магистральных трубопроводов большой протяженности, подающих газ или жидкость на многие сотни километров, малопроизводительная ручная сварка сейчас заменена современными механизированными способами: автоматической сваркой под флюсом, стыковой контактной сваркой, автоматической дуговой сваркой в среде углекислого газа. § 3. Сварка строительных и машиностроительных конструкций Сварка строительных конструкций. Строительные конструкции бьшают, как правило, двух типов: решетчатые из профильного проката и сплошные из листового металла. К первым относятся различные опоры, колонны, стропильные фермы, раскосы и т. д. Ко вторым - мостовые и крановые балки, подкрановые пути, башмаки опорных колонн и др. Решетчатые конструкции состоят из элементов, расположенных в одной плоскости или пространстве. Элементы соединяются сваркой, образуя узлы конструкции. Элементы конструкции делают из уголков, швеллеров, двутавров. На рис. 75 показаны конструкции сварных узлов из профильного проката. 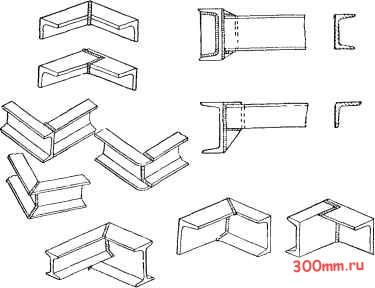 Рис. /5. Примеры сварки узлов из профильного проката Сварные стыки элементов таЕрового профиля показаны на рис. 76, а, прокатанного уголка на рис. 76, б. Сварной тавр с косыми стыками вертикальной стенки, и полки, уменьшающих напряжения от растяжения, изображен на рис. 76, в. На рис. 76, г, д показаны стыки с продольными и поперечными соединительными планками, вваренными в стык и увеличивающими длину соединительных швов в том случае, когда расчетные напряжения в них получаются слишком высокими. Строительные конструкции со сплошным сечением элементов изготовляют из листового металла. Их применяют в тех случаях, когда требуется большая высота сечения элемента, например балки. Сплошные сварные балки делают коробчатого или двутаврового сечения. На рис. 77 показаны способы выполнения сварных стыков двутавровых балок из листового металла. Дополнительные накладки на стыке используют в том случае, когда стык расположен в наиболее нагруженной части балки. Сварные балки и колонны со сплошными стенками изготовляют в сварочных цехах автоматической сваркой под флюсом. Балка сначала собирается без ребер жесткости. После сварки первого поясного шва (рис. 78) балку с помощью кантователя поворачивают на 90° вокруг горизонтальной оси. Затем, идя в обратном направлении, сваривают второй шов того же пояса, смежный с первым. После этого балку снова поворачивают на 180° и в том же порядке сваривают швы второго пояса. На рис. 78 цифрами /, 2, 3 и 4 указан порядок наложения продольных швов, при сварке балки. Приварка ребер жесткости производится ручной дуговой или полуавтоматической сваркой одновременно с двух сторон двумя сварщиками в направлении от середины к краям балки.
777777П Рис. 76. Примеры сварки стыков элементов стропильных ферм
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


