
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей  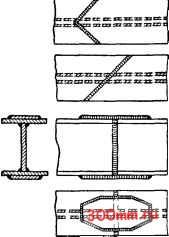 Рис. 77. Стыки сварных двутавровых балок 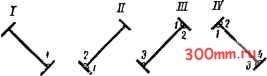 Рис 78 Схема последовательных положений (1,11, III и IV) балки при сварке поясиых швов При монтаже балок в первую очередь следует сваривать стыковые, а во вторую - валиковые швы. Порядок сварки монтажных стыков прокатанных балок показан на рис. 79, а. Сначала сваривают вертикальный шов /, а затем швы поясов 2 и 5. При сварке монтируемых балок стыковые швы поясных листов могут быть совмещены (рис 79, б) или сдвинуты (рис. 79, в) относительно Друг друга. Порядок сварки швов остается тот же, т. е. сначала сваривают стыки вертикальной стенки /, а затем стыки поясов 2 и 5. Продольные швы сварных балок обычно не доводятся до концов балки на 400-500 мм и заканчиваются на месте монтажа швами 4, которые свариваются в последнюю очередь Сварка машиностроительных конструкций. Машиностроительные конструкции, как правило, сваривают в приспособлениях, обеспечивающих требуемую точность сборки для получения заданной формы изделия и его размеров. Широко распространены пово- ротные приспособления, придающие шву более удобное положение при сварке. В машиностроительных конструкциях обычно имеется большое количество коротких швов различного сечения, которые выполняются преимущественно ручной дуговой сваркой качественными электродами или полуавтоматической сваркой под флюсом, или в атмосфере защитных газов.
Рис. 79 Порядок сварки монтажных стыков балок а - прокатанных, б и в - сварных При массовом производстве однотипных изделий применяют автоматическую сварку под флюсом, газопрессовую и контактную сварку на специальных машинах или специальные способы сварки. Основным затруднением при изготовлении сварных машиностроительных конструкций являются коробления и деформации, возникающие при сварке. Поэтому необходимо накладывать швы в такой последовательности, чтобы они давали наименьшее изменение формы изделия в целом, и использовать метод обратных деформаций. ГЛАВА XI АВТОМАТИЧЕСКАЯ И ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА под ФЛЮСОМ § 1. Преимущества механизации и автоматизации дуговой сварки Ручная дуговая сварка является весьма гибким процессом, не требует сложного и громоздкого оборудования и поэтому может широко применяться в самых разнообразных условиях производства для изготовления и ремонта металлоконструкций, но ее основным недостатком является относительно низкая производительность, особенно при сварке изделий из толстого металла. Поэтому основным направлением дальнейшего технического развития сварки должна быть механизация и автоматизация как са.мого сварочного процесса, так и вспомогательных операций по сборке и подготовке изделий под сварку. Одним из новых и прогрессивных процессов в области технологии сварки является способ полуавтоматической и автоматической сварки под флюсом, разработанный в СССР и получивший за последние годы широкое пригленение в промышленности и строительстве. Еще в 1892 г. Н. Г. Славянов впервые предлож11л использовать принцип сварки под слоем флюса. В 1927 г. Д. А. Дульчевский, развивая идеи И. Г. Славянова, разработал способ дуговой сварки под слоем гранулированного флюса; а также создал первый автомат для дуговой сварки. Широкое внедрение автоматическая сварка под флюсом получает с 1940 г. на основе работ Института электросварки им. академика Е. О. Патона, а также отдела сварки ЦНИИТМАШ, ряда заводов и научно-исследовательских организаций. Схема процесса автоматической сварки под флюсом дана на рис. 80. Электрическая дуга / образуется между электродом 6 (проволокой) и металлом 2. Горение дуги и расплавление электрода и свариваемого металла происходят под слоем флюса 5, в пузы-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


