
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей ре расплавленного шлака, который сверху покрыт слоем нерас-плавившегося флюса. Подача проволоки из бухты 4 производится непрерывно специальной сварочной головкой 5. Ток к изделию и электроАу подводится от сварочного трансформатора. По мере расплавления проволока автоматически подается в дугу, одновременно перемещ,аясь вдоль свариваемых кромок и расплавляя новые участки свариваемого металла и флюса. Давлением паров и газов жидкий металл вытесняется в сторону, противоположную движению электрода (рис.81, а). На рис. 81, б показаны поперечные сечения получаемого шва. Затвердевание металла шва (показано черным) начинается с сечения .В сечении / находится уже затвердевший металл шва, покрытый корочкой сплавленного флюса. Для нормального формирования шва необходимо над жидким металлом иметь слой флюса толщиной от 25 до 40 мм. Конец электрода должен выступать из токоподводящего мундштука сварочной головки на 20-60 мм. Сварку под флюсом можно вести как на переменном, так и на постоянном токе. Наиболее часто используют переменный ток, так как источники питания дуги переменным током проще, дешевле и надежнее в эксплуатации, а расход энергии ниже, чем при сварке на постоянном токе. При сварке током 600-1500 а дуга горит устойчиво при скорости сварки до 60-80 м1час. При дальнейшем повышении скорости устойчивость горения дуги уменьшается и для восстановления ее требуется повышать напряжение дуги. Жидкий металл переносится дугой в виде капелек различного размера, от десятых долей до 3-4 мм. Расплавленный флюс полностью защищает жидкий металл от насыщения азотом окружающего воздуха. Содержание азота в наплавленном металле при сварке под флюсом составляет всего 0,002%. При сварке под флюсом ванна расплавленного металла вследствие уменьшения потерь тепла в окружающую среду остается длительное время (10-60 сек) в жидком состоянии и металл застывает 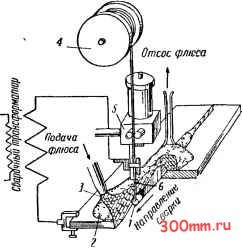 Рис. 80. Схема процесса автоматической Сварки под флюсом медленнее, чем при ручной сварке. Это способствует лучшему очищению жидкого металла от растворенных газов, частиц шлака и прочих загрязнений, и металл шва получается плотным, без пор и шлаковых включений. В результате благоприятных условий, со- Направмнив сварки Т 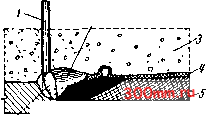 *J J V J \ / п т\ п \ щ 1 . - о I JS** 1  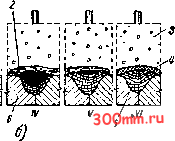 Рис. 81. Схема горения дуги и образование металла шва прн сварке под флюсом: о - продольный разрез шва, б - поперечные разрезы / - электрод. 2 - пузырь из жидкого флюса, 5 -флюс, оставшийся нерасплавленным. 4-спекшийся флюс, 5 - затвердевший металл шва, 6 - свариваемый металл, 7- жидкий расплавленный металл, S - электрическая дуга путствующих процессу, металл шва, сваренного под слоем флюса, обладает высокой пластичностью и обеспечивает угол загиба 180°. Автоматическая сварка под флюсом по сравнению с ручными способами дуговой сварки электродами с качественными обмазками обеспечивает следующие преимущества: 1. Высокую производительность сварки за счет применения значительно больших токов при том же или меньшем диаметре проволоки. Так, например, для проволоки диаметром 5 мм при ручной сварке ток в среднем равен 250 а; при автоматической сварке под флюсом для проволоки диаметром 5 мм ток составляет 800 а и выше Это обусловлено тем, что при срке под флюсом ток подводят вблизи плавящегося конца электродной проволоки, а слой флюса предохраняет жидкий металл от разбрызгивания и выплескивания из ванны. Благодаря этому можно применять высокую плотность тока без опасения преждевременного расплавления электрода и выплескивания металла, что позволяет увеличивать скорость подачи проволоки в дугу, соответственно повышая производительность сварки. При толщине листов 10 мм автоматическая сварка под флюсом снижает трудоемкость сварочных работ в два раза, а при больших толщинах - в четыре и более раза. 2. Высокие механические свойства и плотность наплавленного металла шва благодаря полной защите расплавленного металла флюсом от окисления, замедленному охлаждению, улучшению структуры наплавленного металла, удалению из него растворенных газов, обеспечению надежного провара корня и кромок шва. 3. Экономию электродной проволоки вследствие отсутствия потерь на угар, разбрызгивание и огарки. 4 Экономию электроэнергии благодаря лучшему использованию тепла сварочной дуги. 5 Менее вредно влияет на зрение сварщика, так как дуга горит под слоем флюса. При сварке не требуется применять щитки или шлемы для защиты зрения. 6 Автоматизацию и механизацию процесса сварки. 7. Упрощение контроля сварочного процесса. Благодаря этим преимуществам автоматическая сварка нашла широкое распространение в котлостроении, судостроении, при изготовлении строительных металлоконструкций, резервуаров, цистерн, нефтяном и химическом машиностроении, где автоматической и полуавтоматической сваркой выполняется свыше 60% всего объема сварочных работ. Объем работ при постройке корпусов судов, выполняемых автоматической и полуавтоматической сваркой, достигает 78-80%. § 2. Электродная проволока для сварки под флюсом Химический состав проволоки зависит от марки свариваемого металла и применяемого флюса. Для сварки малоуглеродистой стали наиболее широко применяются углеродистые проволоки Св-08 и Св-08А, а также марганцовистые проволоки Св-08ГА и СВ-10Г2 по ГОСТ 2246-60. Малоуглеродистую проволоку можно применять также при сварке низколегированных конструкционных сталей. Проволоки Св-08 и Св-08А можно использовать при сварке под высокомарганцовистым флюсом стали, содержащей серы не более 0,035%. При несоблюдении этих условий в шве могут возникнуть трещины. Если в основном металле содержится более 0,035% серы или применяются среднемарганцовистые флюсы, то во избежание появления трещин при сварке следует использовать марганцовистые
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


