
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Регулирование сварочного тока в соответствии с диаметром электрода и толщиной свариваемого металла производится рукояткой 7 регулятора (рис. 7). Вращая рукоятку слева направо (по часовой стрелке), увеличиваем сварочный ток. Вращая ее справа налево (против часовой стрелки), уменьшаем сварочный ток. Примерная величина сварочного тока указывается стрелкой 8, находящейся на дросселе. Для точного определения величины тока пользуются амперметром. Рис. 7. Схема соединения сварочного трансформатора и регулятора: / -заводская сеть, 2-рубильник, 3 - предохранители, 4 - трансформатор сварочный, S - регулятор тока (дроссель), 6 - ручка, 7 - рукоятка регулятора, g указатель сварочного тока, S -электрод, iO - свариваемое изделие, /i- болт заземления Для выключения сварочного трансформатора нужно разомкнуть цепь (электрод - изделие) и выключить рубильник 2. § 6. Принадлежности и инструмент сварщика Электрододержатели применяются при ручной дуговой сварке для зажима электрода и подвода к нему тока. Конструкция электрододержатели позволяет быстро заменить электрод без прикосновения к токоведущим частям и дает наименьшую длину остающегося огарка. Электрододержатель должен быть легким, удобным в обращении, не стеснять движений и не утомлять руку сварщика. На смену электрода должно затрачиваться минимальное время. Для зажатия электрода в электрододержателях применяются различные устройства: специальные пружины, плоские пружинящие губки, устройства вилочного типа (пружинящие стержни), винтовые зажимы, зажимные устройства типа клещей и др. Способ закрепления конца кабеля в электрододержателе должен быть простым, надежным и обеспечивать хороший контакт в месте зажима кабеля. Наилучшим является способ зажатия конца кабеля специаль- 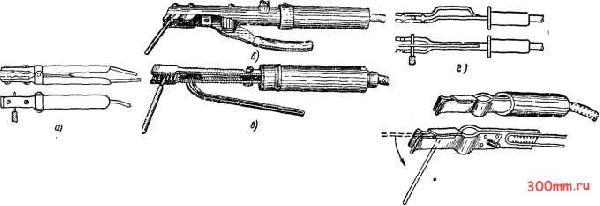  Сбарт  Рис. 8. Электрододержатели: с разжимными губками: а - конструкции завода Электрик ; б - конструкции В. А, Шебеко; в- конструкции в. Ф. Сидорова; с пружинящими губками; е - вилочного типа; д - пластинчатые конструкции Л. Д. Гурвица; е - с винтовым зажимом конструкции Б. Г. Филиппова: /-электрод, 2-головка, 3 -маховичок. 4 -рукоятка, .5-винт, 5-провод; sjc -для безогарковых электродов: /-электрод, 2-стальной пруток, 3 -Деревянная ручка. <-стальной лист. 5 - Провод.  ным конусом. Контактные губки электрододержателя, между которыми зажимается электрод, выполнены из меди. Наилучшими являются электрододержатели с плоскими губками, в которых зажатие электрода обеспечивается упругостью самих губок или усилием специальной пружины. Электрододержатели с винтовым зажимом менее пригодны: они быстро выходят из строя вследствие нагрева и заклинивания винтового устройства. Ручка электрододержателя должна иметь надежную электроизоляцию из резины или пластмассы. В зависимости от величины сварочного тока электрододержатели делятся на две группы: нормальные для тока до 350 а и усиленные для тока до 500 а. Для обеспечения безопасности работ применяются также электрододержатели с устройством для выключения напряжения во время смены электрода. На рис. 8 показаны некоторые конструкции электрододержателей. в электрододержателе с винтовым зажимом конструкции Р - - Устройства для защиты лица Б. Г. Филиппова (рис. 8. е) Р электрод / вставляется в мед- ° щиток. шлем иую головку 2 и с помощью текстолитового маховичка 3 и рукоятки 4 зажимается винтом 5, в который впаян провод 6. В электрододержателе для безогарковых электродов (рис. 8, ж) конец электрода приваривается в стык к торцу стержня электрододержателя. Электрод расплавляется полностью. Этот способ снижает расход электродов на 15-20%. Для приварки электродов сварщик должен пользоваться дополнительным несложным приспособлением - кассетой. Щитки и шлемы (рис. 9) служат для защиты лица сварщика от лучей сварочной дуги и брызг расплавленного металла. Они изготовляются из фибры черного матового цвета. В щиток вставляется специальное темное защитное стекло - светофильтр. Нельзя пользоваться случайными цветными стеклами, так как они не могут хорошо защитить глаза от невидимых лучей сварочной дуги, вызывающих хроническое заболевание глаз. Защитные стекла (светофильтры) для электросварщиков имеют различную прозрачность. Согласно ГОСТ 9497-60 при электросварке рекомендуется применять следующие защитные стекла: при сварочном токе от 30 до 75 а......Э-1 от 75 до 200 а......Э-2 от 200 до 400 а......Э-3 свыше 400 а..........Э-4
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


