
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей проволокой малого диаметра. Напряжение дуги, горящей под флюсом,также оказывает влияние на глубину провара и размеры сечения шва. С увеличением напряжения дуги глубина провара у.меньшается, а ширина шва увеличивается.
 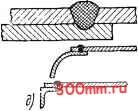 Рис. 89. Способы сварки под флюсом: с, б й S - с оплавлением кромки, г - углового шва на вертикальной плоскости, д - прорезных соединений в нахлестку  Направление сварки а)  hanpaEnetje сварки Рис. 90. Сварка с наклоном электрода: а - углом вперед, б - углом назад Глубина провара и ширина шва зависят также от угла наклона электрода к линип шва. Если электрод расположен углом вперед (рис. 90, а), то сварочная дуга будет направлена тоже вперед и жидкий металл будет вытесняться дугой из ванны в меньшей сте- пени, чем при сварке вертикальным электродом. В этом случае глубина провара уменьшается, а ширина шва увеличивается по сравнению со швами, получаемыми при сварке вертикальным электродом. При наклоне электрода углом назад (рис. 90, б) жидкий металл из ванны вытесняется в большем объеме и глубина провара возрастает. Изменяя угол наклона электрода, можно изменить сечение шва в желаемую сторону. При расчете режима автоматической сварки под флюсом ток (/д) выбирают из расчета 100 а иа I мм глубины проплавления. Скорость сварки (vJ определяют по формуле 25 000 , v-- м/час. Полученную по этой формуле скорость сварки можно изменять в пределах ± 10 м/час. Напряжение дуги 1/ для выбранного тока /в определяют по графику, показанному на рис. 91. 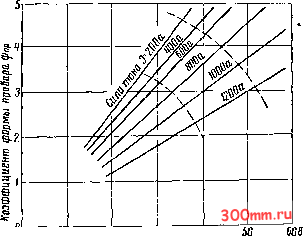 го за 4D Иапрятение дуги Ид Рис. 91. График для определения напряжения дуги при сварке под флюсом Пример. Определить режим сварки в стык листов малоуглеродистой стали толщиной 14 мм. Сварка ведется двухсторонним способом. Глубина проплавления принимается равной 60% толщины, т. е. h = 0,6 14 = 8,4 мм, принимаем 8 мм 25 ООО Следовательно, ток 1св = 100 8 = 800 а. Скорость сварки vb ---= = 31,4 м/час, принимаем 35 м/час. Напряжение дуги по графику (рис. 91) берем 1Уд = 36 в Пунктирными линиями на рисунке отмечена область, обес печивающая наиболее удовлетворительное формирование шва. Коэффициентом формы провара фпр называется отношение ширины валика (6) к глубине про- Таблица 24 Режимы автоматической сварки стыковых швов
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


