
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей НИИ выделяет меньше вредных газов: фтористого водорода и фтористого кремния. Кроме того, он содержит больше окиси кальция (мела), что повьш1ает устойчивость горения дуги и имеет особенно большое значение при сварке на малых токах. С той же целью во флюсе указанной марки уменьшено содержание фтористого кальция. Флюс ФЦ-9 содержит фтористого кальция еще меньше и поэтому он безвреднее флюса АН-348-Ш. Флюс ФЦ-Ю безмарганцовистый и применяется при шланговой сварке марган- 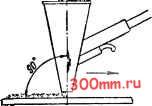   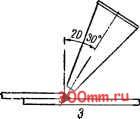 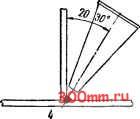 Рис. 95. Положение держателя во время шланговой сварки: - стыковые швы, 2 - угловые швы в лодочку, 3 - угловые швы соединений лестку, 4 - угловые швы тавровых соединений цовистой проволокой. Составы флюсов АН-348-Ш, ФЦ-9 и ФЦ-Ю даны в табл. 23. Стекловидный флюс АН-348-Ш состоит из мелких прозрачных зерен размером до 1,5 мм. Вес 1 л составляет от 1,6 до 2 кг. Перед употреблением флюс рекомендуется подсушивать при 200. Флюсы ФЦ-9 и ФЦ-Ю должны иметь зерна, проходящие через сито с 36 отв/см. Объемный вес флюса ФЦ-9 равен 1,3- 1,6 кг/л, флюса ФЦ-Ю-1,2-1,4 кг/л. Техника сварки шланговым полуавтоматом. Сварщик начинает перемещать держатель вдоль шва в направлении на себя одновременно с включением подачи проволоки и сварочного тока. Вследствие большой плотности тока дуга под флюсом возбуждается легко. Конец проволоки нужно вести возможно точнее по оси шва. 7* 195 Небольшие колебания держателя по вертикали, а также вдоль или поперек шва допустимы и не нарушают процесса сварки. Вылет проволоки из токоподводящих губок держателя должен составлять 15-25 мм. Для сохранения постоянного вылета держатель опирают на кромки свариваемых деталей. Перемещать держатель нужно с равномерной скоростью, заданной режимом сварки. Положение держателя зависит от типа шва и схематически показано на рис. 95. Примерные режимы сварки швов шланговым полуавтоматом приведены в табл. 28. Окончательные режимы подбираются путем сварки пробных швов. Швы с увеличенными зазорами между кромками, швы на наклонной плоскости и наплавка выполняются с поперечными движениями электрододержатели. При этом шов получается более широким, а утолщение его и глубина провара уменьшаются. При сварке углом вперед глубина провара уменьшается и возрастает ширина валика. Таблица 28 Режимы шланговой сварки (электродной проволокой диаметром 2 мм под флюсом АН-348-Ш)
П римечание Прн сварке листов с разделкой кромок Сварочный ток должен Сыть немного меньше указанного в табл 28 Таблица 29 Режимы точечной шланговой сварки
Для сварки швов малого калибра и в трудно доступных местах применяют держатели специальных конструкций. Угловые швы малого калибоа свапквауот н<з постоянном токе обратной полярности. Зазор между кромками таких швов не должен превышать 1 мм. Угловые соединения можно выполнять прерывистыми и точечными швами шланговой сваркой. Точечная шланговая сварка применяется в случае приварки ребер жесткости в листовых конструкциях из металла толщиной от 2 мм и выше. При сварке точками угловых швов держатель устанавливают с наклоном поперек шва под углом 40-45°, опирая кромки держателя о полки соединения. Затем в держатель засыпают флюс и возбуждают дугу. Когда наплавится точка нужного размера, держатель быстро поднимают и, не выключая тока, переставляют на следующее, заранее намеченное место. Сварку ведут со скоростью 25-30 точек в минуту. При сварке точками существенно уменьшается коробление конструкций. Сварка точками ведется на режимах, приведенных в табл. 29. Автоматическая шланговая сварка отличается от ручной тем, что вместо держателя применяется легкая самоходная сварочная головка, имеющая электродвигатель для перемещения ее по свариваемому изделию. Включение и выключение сварочного тока осуществляется дистанционно с помощью кнопочного устройства. Сварочный ток обычно применяется в пределах от 180 до 600 а. Головка к свариваемому изделию прижимается эксцентриковыми зажимами или магнитными присосами. Флюс в зону дуги подается пневматически сжатым воздухом из бункера, смонтированного в кожухе механизма подачи проволоки или устанавливаемого отдельно. Флюс может подаваться либо по гибкому шлангу, по которому идет сварочная проволока, либо по отдельному шлангу. Механизм подачи проволоки и бункер для флюса установлены на тележке, которая катится за самоходной головкой под действием натяжения гибкого шланга. На корпусе механизма подачи смонтированы амперметр, вольтметр и маховички для плавного регулирования скорости сварки и напряжения дуги. Гибкий шланг имеет диаметр 36 мм и длину 2,5-3,5 м. Для питания шлангового автомата сварочным током используется сварочный трансформатор или сварочный преобразователь. Самоходная головка весит Ю-14 кг и позволяет вести сварку со скоростью от 10 до 65 м/час. Головки с магнитными присосамп могут передвигаться по вертикальной плоскости. При автоматической шланговой сварке применяют те же флюс и режимы, что и при полуавтоматической сварке. При сварке одной проволокой диаметром 2 мм повышение производительности за счет увеличения плотности тока свыше 130 а/мм невозможно, так как при этом получаются узкие швы неудовлетворительной формы и процесс сварки становится неустойчивым. Поэтому институтом электросварки им. Е. О. Патона разработан способ многоэлектродной шэангозой сварки. По специаль-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


