
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Таблица 31 Режимы автоматической сварки трехфазной дугой
§ 9. Автоматическая сварка электрозаклепками Если от сварного соединения требуется только прочность, то вместо сплошных швов применяются прерывистые или сваренные с помощью электрозаклепок. Способ сварки электрозаклепками разработан инж. С. А. Егоровым. Сварка производится с помощью электрозаклепочника. Схема сварки показана на рис. 98. 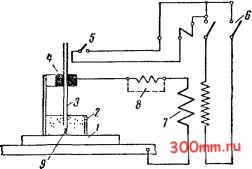 Рис. 93. Схема сварки элeктpoзaклeпкalИ В контакты 4 электрозаклепочника вставлен металлический электрод 3, который давлением руки прижимается к верхнему листу /. Вокруг конца электрода располагается флюсоудерживаю-щая коробочка 2, куда засыпается флюс слоем от 10 до 100 мм, в зависимости от применяемого тока и толщины свариваемого листа. Диаметр электрода может быть до 16 мм. С помощью кнопки 5 и контактора 6 замыкается цепь сварочного трансформатора 7, снабженного дросселем 8. Между электродом и металлом возникает дуга 9, которая горит под флюсом до момента ее обрыва. Электрод плавится, а металл проваривается на глубину, определяемую величиной сварочного тока. После сварки одной точки электрозаклепоч-ник переносится на следующую точку шва и процесс повторяется. с электрозаклепки удаляется излишек флюса и корка шлака. Если толщина верхнего листа более 2 мм, то для ускорения его. проплавления в нем предварительно сверлятся отверстия на 2 - 6 мм больше диаметра электрода. Затем отверстия завариваются электрозаклепками. Этим способом можно также заваривать отверстия в листах, при- 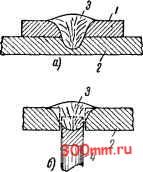 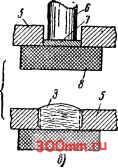 Рис. 99 Разные случаи сварки электрозаклепками: о -сварка в нахлестку электроэаклепкой, б - приварка к листу круглого стержня с предварительным сверлением отверстия в листе, е - заварка отверстия с применением медной подкладки; / - верхний лист, 2 - нижний лист, 3 - электрозаклепка, 4 - круглый стержень, 5 - лист, в котором заваривается отверстие, 6 - электрод, 7 - расплавляемая стальная прокладка, 8- медная подкладка варивать к листам круглые стержни, шпильки, болты. По сравнению с обычной сваркой данный способ обеспечивает меньшее коробление изделия и высокую производительность и может применяться для сварки в нахлестку листов толщиной до 12 мм. Случаи различного применения этого способа сварки показаны на рис. 99. Режимы сварки электрозаклепками для соединения в нахлестку приведены в табл. 32. Режимы сварки электрозаклепками Таблица 32
Институтом электросварки им. Е. О. Патона разработан способ многоточечной автоматической сварки под флюсом, схема которого изображена на рис. 100 Группа электродов / подключается к проводу 5 через общий контакт - щетку. Электроды предварительно замыкаются (закорачиваются) на изделие 4, для чего контакт опускается вниз до соприкосновения электродов с изделием и проскальзывания их в контактах 2. Затем все электроды поднимаются вверх или изделие опускается вниз до образования зазора в 1 мм. Через зазор в 1 мм сварочный ток не проходит, но его может легко пробить ток высокой частоты, для получения которого служит осциллятор* 7. В момент пробоя зазора возникает сварочная Сеть 3S0 в 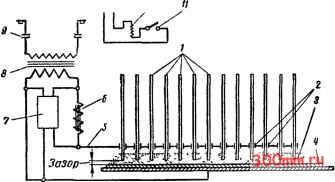 Piic 100 Схема многоточечной автоматической сварки под флюсом дуга между электродом и металлом. Все концы электродов одновременно засыпаются флюсом 3. При нажатии пусковой кнопки с помощью катушки 10 включается контактор 9 сварочного трансформатора 8 с дросселем 6 и осциллятор 7. В дальнейшем сварка точек выполняется последовательно и автоматически, так как при окончании сварки в одной точке происходит обрыв дуги, который служит толчком для возбуждения дуги на следующем электроде. Скорость сварки составляет 40-50 электрозаклепок в минуту. Сварочная 60-точечная машина может дать 4500 точек в час, в то время как при ручной сварке электрозаклепочником производитель- * Осциллятором называется аппарат для получения тока высокого напряжения и высокой частоты, обеспечивающего легкое зажигание и устойчивое горение дуги переменного тока (см. гл. XVIII).
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


