
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей сварке толстых листов концу электродной проволоки придается колебательное движение параллельно свариваемым кромкам, что обеспечивает более равномерный их прогрев. На рис. 103 показаны способы шлаковой сварки несколькими электродами. Многоэлектродным способом (рис. 103, бив) сваривают металл толщиной до 2000 мм. Электрошлаковой сваркой можно выполнять также кольцевые швы, используя для этой цели специальные сварочные головки и ползуны соответствующей формы. Основные преимущества электрошлаковой сварки перед ручной сваркой и автоматической сваркой под флюсом следующие: 1. Сваривают детали очень большой толщины. 2. Значительно повышается производительность сварки; например, при сварке металла толщиной 100-110 мм производительность электрошлаковой сварки выше производительности автоматической сварки под флюсом в 5-6 раз; ручной в 19 раз. 3. Упрощается выполнение трудоемких операций по подготовке изделий под сварку: исключается необходимость скоса кромок и возможна замена строжки на кромкострогальных станках обрезкой кромок кислородом под прямым углом к поверхности листа. Исключаются операции по последующей подрубке и заварке корня шва. 4. Повышаются механические свойства наплавленного металла, ликвидируются такие внутренние дефекты, как шлаковые включения, непровары, трещины, газовые поры и пр. благодаря использованию способа принудительного формирования шва, надежной защите жидкого металла от окружающей среды и особенно благоприятным условиям кристаллизации металла сварочной ванны. 5. Возможна замена сварочной проволоки пластинами большого сечения, что повышает производительность процесса. 6. Сокращается удельный расход электроэнергии, флюса и присадочного металла. 7. Возможно легирование наплавленного металла посредством электродных проволок, керамических флюсов и легирующих добавок. 8. Возможна сварка закаливающихся сталей (хромоникель-молибденовой, хромокремнемарганцевой и др.) без образования трещин в околошовной зоне. 9. Удешевляется стоимость изготовления и обеспечивается экономия металла вследствие замены цельнолитых и цельнокованых изделий сварнолитыми, сварноковаными и сварнопрокатными конструкциями. Применение способа электрошлаковой сварки на заводах тяжелого машиностроения, строительстве доменных печей и других объектах позволило увеличить выпуск и сократить сроки изготов- 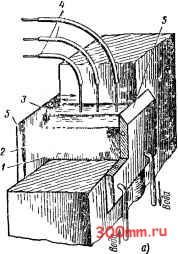 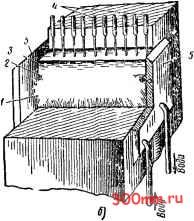 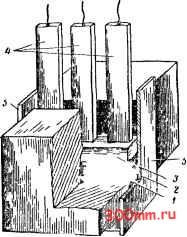 Рис 103. Способы многоэлектродной электрошлаковой сварки: а - трехфазная сварка металла толщиной до 450 л*л тремя электродами, с возвратно поступательным движением, 6-многоэлек тродная сварка металла неограниченной ширины, в - сварка с применением пластинчатых электродов, / - затвердевший металл шва, 2 -ЖИДКИЙ металл шва. 3 - жидкий шлак, 4электрода 5 -формующие шов передвид.ные башмаки лепия тяжелого прокатного кузнечно-прессового и энергетического оборудования, снизить расход энергии и сварочных материалов, повысить качество сварных изделий. Например, изготовление Ново-Краматорским заводом сварных ковочных прессов усилием 4000 и 6300 т со станинами из проката толщиной 80-160 мм взамен цельнолитых сократило цикл изготовления на два месяца, снизило вес станины со И 5 до 92 /я и высвободило значительные мощности литейного и механических цехов. Методы электрошлаковой сварки все время совершенствуются и применение ее непрерывно расширяется. В ближайшие годы производство конструкций, выполненных электрошлаковой сваркой, должно возрасти не менее чем в два раза. Флюс для электрошлаковой сварки должен образовывать при плавлении шлаки, обладающие требуемой вязкостью и электропроводностью. Слишком жидкие шлаки могут вытекать через зазоры .между ползунами и металлом, а слишком вязкие и тугоплавкие могут отжимать ползуны и вызывать образование подрезов у поверхности шва. Газопроницаемость флюса должна быть минимальной, иначе шлак будет разбрызгиваться и нарушится процесс сварки. При излишне высокой электропроводности флюсов тепловыделение может быть недостаточным, что приводит к появлению непро-варов. Слишком низкая электропроводность ухудшает устойчивость процесса сварки. Для электрошлаковой сварки применяют специальные флюсы марок ФЦ-7, АН-8, АН-22 и др. (см. табл. 23). Для получения мелкозернистой структуры металла шва при злектрошлаковой сварке в его состав вводят модификаторы - титан, алюминий, ванадий, а также применяют термическую обработку изделия после сварки (нормализацию или закалку с последующим отпуском). Сварку ведут в вертикальном положении. Кромки листов обрезают перпендикулярно их поверхносги без скоса. Листы собирают под сварку с зазором от 20 до 35 мм в зависимости от их толщины. Снизу приваривается временная начальная планка, а сверху - две конечные. При сварке швов значительной длины к листам привариваются также крепежные скобы. После сварки планки и скобы срубают. Важное значение при электрошлаковой сварке имеет уровень расплавленного шлака, а следовательно, и глубина шлаковой ванны, от чего зависит устойчивость и характер процесса сварки, а также качество сварного шва Поэтому в установках для электрошлаковой сварки при.меняют-ся специальные устройства, автоматически регулирующие уровень сварочной ванны. В ползуне на уровне расплавленного металла имеется охлаждаемый щуп. При удалении щупа от металла в шлак изменяется напряжение между щупом и металлом, что вызывает
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


