
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей соответствующее изменение скорости перемещения сварочного автомата по шву. В табл. 34 приведены технологические режимы электрошлако-вои сварки. С помощью электрошлаковой сварки можно сваривать стыковые, тавровые и угловые соединения, используя соответствующую форму башмаков, ограничивающих поверхности шва (рис. 104). 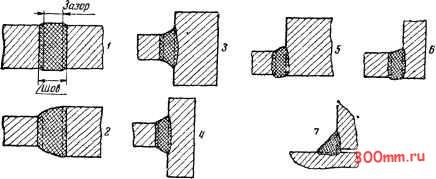 Рнс 104. Виды соединений, выполняемых электрошлаковой сваркой: t а 2 - стыковые, 3 и 4 - тавровые, 5, 6 и 7 - угловые Таблица 34 Режимы электрошлаковой сварки
Наиболее часто электрошлаковым способом сваривают толстостенные барабаны паровых котлов высокого давления из теплоустой- чивой низколегированной стали. Барабан сваривается из двух продольных половин, каждая из которых имеет в сечении форму полуокружности. Обе половины собираются вместе, соединяются 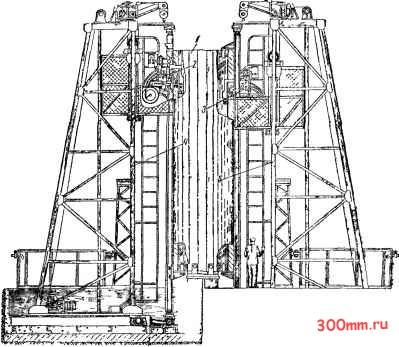 Рис. 105. Установка для электрошлаковой сварки продольных швов- / - котельный барабан, 2 и а - сварочные автоматы, 4 и S - металлические конструкции сварочного стенда скобами и устанавливаются вертикально на специальный стенд (рис. 105). В этом положении оба продольных шва барабана соединяют электрошлаковой сваркой двумя автоматами, работающими одновременно. ГЛАВА XII СВАРКА В СРЕДЕ ИНЕРТНЫХ ЗАЩИТНЫХ ГАЗОВ § 1. Принцип, преимущества и области применения сварки в среде защитных газов При сварке в среде защитных газов расплавленный металл надежно защищен от воздействия атмосферного кислорода и азота. Принцип сварки в защитных газах впервые был предложен И. И. Бенардосом еще в 1885 г., но настоящее развитие и практическое внедрение этот способ сварки получил за последние 10 лет, достигнув сейчас высокого технического совершенства. Классификация современных способов сварки в среде защитных газов дана на рис. 106. Основные преимущества сварки в среде защитных газов следующие: 1. Надежная защита расплавленного металла от воздействия кислорода и азота окружающего воздуха. 2. Отсутствие покрытий и флюсов, усложняющих аппаратуру и процесс сварки и образующих шлаки, могущие загрязнять шов. 3. Высокая производительность и устойчивость процесса сварки. 4. Возможность полной автоматизации и механизации процесса. 5. Возможность сварки разнородных металлов. 6. Высокие механические свойства и постоянство состава наплавленного металла. 7. Хороший внешний вид сварного шва. 8. Малая зона теплового влияния, уменьшающая деформации, возникающие при сварке. 9. Возможность сварки металлов малой толщины. 10. Отсутствие трудоемких операций по очистке изделия от шлаков и остатков флюсов. Сварка в защитных газах широко применяется при изротовле-нии самых ответственных конструкций из черных и цветных металлов и легких сплавов, в том числе: нержавеющих сталей, алюми-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


