
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей Снаружи стекло для защиты от брызг металла прикрыто обычным прозрачным стеклом, которое нужно два-три раза в месяц заменять новым, так как оно портится от брызг металла. Вес щитка или шлема не должен превышать 0,6 кг. Одежда сварщика должна быть сшита из плотной и трудно загорающейся ткани - брезента, асбестовой ткани и других материалов. При работе сварщик пользуется брезентовыми рукавицами. В резиновых одежде, обуви и перчатках работать нельзя, так как они легко прожигаются брызгами расплавленного металла. Одежда и обувь не должны иметь складок, открытых карманов, обшлагов, куда могут попадать капли расплавленного металла. Брюки должны быть выпущены наружу, а не заправлены в сапоги. Прочий инструмент сварщика. Сюда относятся винтовые зажимы типа струбцин, в которые конец провода впаивается на твердом припое. Зажимы должны обеспечивать плотный контакт со свариваемым изделием. Для зачистки швов и удаления шлака используют проволочные щетки - ручные и с электроприводом. Для клей.мения швов и обрубки шлака служат клейма, зубила и молотки. При выполнении монтажных работ для хранения электродов применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу. В цеховых условиях для этой цели пользуются стаканами, изготовленными из отрезка трубы диаметром 50-75 мм, длиной 300 мм, с приваренным к нему донышком-подставкой. Сварочные провода служат для подвода тока от сварочной машины или трансформатора к электрододержателю и свариваемому изделию. Электрододержатели снабжаются гибким изолированным проводом ПРГ или ПРГН, сплетенным из большого количества медных, отожженных и облуженных проволок диаметром 0,18-0,2 мм. В зависимости от тока берется следующее сечение сварочных проводов; Ток, а......... 200 300 400 500 Сечение сварочного провода, ммЧ одинарного...... 25 50 70 95 двойного....... 2X16 2X25 2X35 Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. ГЛАВА III СВАРНЫЕ СОЕДИНЕНИЯ § 1. Виды сварных соединений и швов Существуют следующие основные виды сварных соединений: стыковые, в нахлестку, тавровые, угловые, прорезные, торцовые, с накладками, электрозаклепками. Стыковые соединения (рис. 10) являются самыми распространенными почти при всех способах сварки, так как дают наименьшие собственные напряжения и деформации при сварке (подробно о сварочных деформациях и напряжениях см. главу VIII). Стыковые соединения в основном применяются для конструкций из листового металла. Они требуют наименьшего расхода основного и наплавленного металла и времени на сварку, могут быть выполнены равнопрочными основному металлу. Однако при выполнении стыковых соединений нужна тщательная и достаточно точная подготовка листов под сварку и пригонка их друг к другу. При ручной дуговой сварке стальных листов толщиной 4-8 мм кромки можно обрезать под прямым углом к поверхности. В этом случае листы располагают с зазором 1-2 мм. Без скоса кромок Mo HOt;BapHBaTb в стык листы до 3 мм при односторонней и до 8 Л1Л{ при двухсторонней сварке. Листы толщиной от 4 до 26 мм при ручной дуговой сварке соединяют в стык с односторонним скосом кромок. Этот вид подготовки кромок называется V-образным. Листы толщиной 12-40 мм и более соединяют с двухсторонним скосом кромок, называемым Х-образ-ным. Притупление кромок делается с целью предотвратить протекание металла при сварке (прожог). Зазор между свариваемыми кромками оставляется для облегчения провара корня шва (нижних частей кромок). Большое значение для качества сварки имеет сохранение равномерной ширины зазора по всей длине шва, т. е. соблюдение параллельности кромок. Двухсторбнний скос кромок (Х-образный) имеет преимущества перед односторонним (V-образным), так как при одной и той же толщине свариваемых листов объем наплавленного металла будет поч- 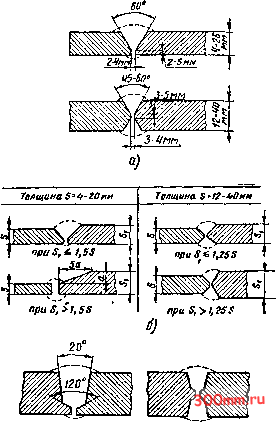 свыше 20 ым ф Свыше 30 мм Рис. 10. Стыковые соединения: о-листов одинаковой толщины, б - разной толщины, в- листов большой толщины при многослойной сварке ти в два раза меньше, чем при одностороннем скосе кромок. Соответственно уменьшится расход электродов и электроэнергии при сварке. Кроме того, двухсторонний скос кромок дает меньшие коробления и остаточные напряжения при сварке, чем односторон-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


