
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей ния, магния и их сплавов, титана, циркония и их сплавов и др. Обеспечивая высокую производительность, данный способ дает возможность получить швы высокого качества и поэтому в ряде случаев вытесняет сварку электродами с качественными покрытиями и сварку под флюсом. Для создания вокруг дуги защитной среды используются инертные газы - аргон, гелий или активные газы - углекислый газ, азот, смеси аргона с кислородом, азотом, углекислым газом и во- ДугоЬая сварка б среде защитных е cpedE ищртных газов (аргон, гемий) р cpEde активных газов lCO!.Nz смесьАъ*СОг; A%*Oz-AiNz.Ai+Hz) иепмабящимсп электродом ПлаВящимся электродом Руч ная ПвмуаВ тошти чесная АВтома тичес кая Тоиеч пая ПолуаВ томата честя АВтот тииес-кап Точеч ная
Рис. 106. Классификация способов сварки в среде защитных газов дородом. Инертные газы применяют для сварки легко окисляемых металлов и сплавов (особенно при небольшой толщине свариваемого металла), например сплавов алюминия, магния, титана, никелевых и хромоникелевых высоколегированных сталей. Углекислый газ используют при сварке углеродистых и легированных сталей, азот - при сварке меди, смесь аргона с 5-10% водорода- при сварке алюминия и магния. § 2. Газы, электроды и аппаратура для сварки Защитные газы. Требования к чистоте аргона и гелия определяются свойствами свариваемых металлов. Для сварки магниевых и алюминиевомагниевых сплавов нужен аргон чистотой не ниже 99,7%. При сварке деталей из этих сплавов с толщиной стен- ки до 1 мм, когда объем ванны очень мал, даже небольшие включения пленок окислов ухудшают формирование и качество шва. В этом случае к аргону чистотой 99,7% можно добавлять 5-10% водорода, что улучшает процесс сварки. Для сварки сплавов титана и циркония необходим аргон чистотой не ниже 99,9%; для сварки нержавеющих и низколегированных сталей - аргон чистотой не ниже 99,2%. Чистый аргон выпускается промышленностью двух составов и содержит по объему в %: Аргон первого Аргон второго состава состава Аргона не менее .... 99,7 99,2 Азота ие более..... 0,24 0,55 Кислорода не более ... 0,05 0,2 Двуокиси углерода не более........ 0,01 0,05 Влаги......... Отсутствует Отсутствует Кроме того, выпускается аргон высокой чистоты, имеющий концентрацию 99,99% и содержащий не более 0,005% кислорода. Кислород является наиболее вредной примесью в аргоне. Если аргон содержит повышенное количество углекислого газа, влаги и кислорода, его можно подвергать дополнительной очистке от этих примесей, пропуская перед поступлением в горелку через очистительные колонки, заполненные: 30%-ным раствором едкого калия (для очистки от СО2) и кусками едкого калия (для осушки от влаги). Затем аргон пропускают через электропечь с медной стружкой, которая при температуре 650-700° удерживает кислород. Расход аргона при сварке зависит от диаметра электрода и обычно составляет от 120 до 600 л/час. Электроды. В качестве неплавящихся электродов при сварке применяют вольфрамовые, угольные или графитированные стержни. Вольфрам представляет собой тугоплавкий металл, плавящийся при 3350-3600°. Для электрода берется вольфрамовая проволока ВТ-15 диаметром от 0,8 до 6 мм, содержащая до 1,5-2% окиси тория. Добавка к вольфраму тория при сварке на постоянном токе прямой полярности обеспечивает высокую устойчивость дуги, хорошее ее зажигание, позволяет повысить плотность тока в электроде при малом расходе вольфрама и уменьшает чувствительность электрода к загрязнениям при коротких замыканиях его на изделие. В процессе сварки вольфрам электрода испаряется, что вызывает некоторый расход вольфрамовых электродов, равный при токе до 300 а примерно 0,5 г/м шва. Угольные или графитированные электроды выпускаются в виде стержней диаметром 6 мм, конец которых на длине 20-25 мм затачивается на конус. Конец электрода затупляется до диаметра 2- 2,5 мм. Угольные электроды можно применять только при сварке нержавеющих и жароупорных сталей и нельзя использовать при сварке легких сплавов (алюминиевых и магниевых), так как в этом случае на поверхности шва получается темный налет и образуются поры. При сварке угольными электродами не обязательна дополнительная очистка технического аргона от примеси кислорода и влаги, так как эти вещества химически связываются углеродом электрода и поэтому не оказывают вредного влияния на качество шва. Сварку угольными электродами приходится производить на постоянном токе, поскольку на переменном токе нельзя получить устойчивое горение дуги. 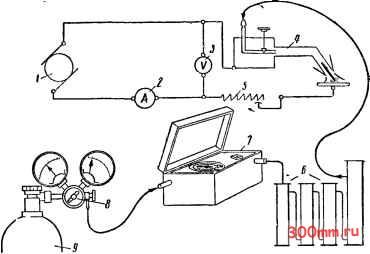 Рис. 107. Схема установки для аргоно-дуговои сварки на постоянном токе При сварке плавящимся электродом используется металлическая проволока из того же металла, что и свариваемый металл (алюминий, нержавеющая сталь). Род тока. На рис. 107 показана схема сварочного поста для аргоно-дуговой сварки на постоянном токе, состоящего из сварочного преобразователя / с балластным {зеостатом 5, сварочной горелки - электрододержателя 4, вольтметра 3, амперметра 2, баллона 9 с аргоном и редуктора 8. Расход аргона контролируется расходомером 7. Если требуется дополнительная очистка газа, то применяется очистительная установка 6. Для сварки на постоянном токе металлов небольшой толщины используются сварочные преобразователи на 150-200 а, а для сварки металла средней толщины - на 400-500 а. Легкие сплавы (алюминиевые и магниевые) свариваются на постоянном токе обратной полярности (катод - свариваемый металл).
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


