
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей в этом случае выбрасываемый катодом мощный поток электронов вызывает непрерывное явление катодного распыления на поверхности сварочной ванны, что приводит к разрушению пленки окислов магния и алюминия, затрудняющих сварку. Таким образом расплавленный металл очищается и легкие сплавы можно сваривать без флюсов. Аргоно-дуговая сварка ведется также и на переменном токе. Переменный ток частично выпрямляется в дуге, образующейся в среде аргона между вольфрамовым электродом и свариваемУм металлом. Вследствие этого в сварочной цепн появляется так называемая составляющая постоянного тока, что вызывает уменьшение тепловой мощности дуги и является нежелательным, так как приводит к уменьшению глубины провара и площади поперечного сечения шва. При значительной величине составляющей постоянного тока не происходит разрушения окисной пленки при сварке сплавов алюминия и магния, отчего качество шва ухудшается. Для устранения составляющей постоянного тока при сварке на переменном токе в сварочную цепь последовательно включаются конденсаторы емкостью 100 мкф (микрофарад) на 1 а сварочного тока или аккумуляторная батарея, или активное (омическое) сопротивление. Зажигание дуги в среде аргона затруднено и требует более высокого напряжения. Однако дуга в аргоне горит более устойчиво, чем в воздухе, так как температура вольфрамового катода очень высока и равна 4830°, что значительно увеличивает термоэлектронную эмиссию катода. Возбуждение дуги в аргоне затруднено потому, что атомы аргона не образуют отрицательных ионов, вследствие чего необходима более высокая степень ионизации нейтральных частиц. Потери энергии в дуге на диссоциацию молекул и рекомбинацию атомов отсутствуют, что также повышает устойчивость горения дуги в аргоне. Для облегчения зажигания и устойчивого горения дуги переменного тока в среде аргона напряжение холостого хода должно составлять 90-120 е. Необходимо также применение осциллятора, который включается в сварочную цепь параллельно (см. гл. XVIII, § 4). Схема установки для аргоно-дуговой сварки на переменном токе показана на рис. 108. В среде аргона на переменном токе преимущественно сваривают легкие сплавы вольфрамовым электродом. В остальных случаях обычно используют постоянный ток прямой или обратной полярности в зависимости от свойств свариваемого металла. При сварке плавящимся электродом в атмосфере защитных газов характеристика дуги становится возрастающей. Для поддержания постоянства дуги необходимо применять или специальные регуляторы длины дуги, или, что более целесообразно, сварочные преобразователи с жесткой или возрастающей внешней характеристикой и низким напряжением холостого хода, при которых обеспечивается саморегулирование длины дуги. Такими преобразователями являются, например, сварочные агрегаты ПСГ-350 и ПСГ-500. Дуга, питаемая током от этих преобразователей, горит устойчиво в аргоне и в углекислом газе (при небольшой длине дуги и малом токе). Применяются также специальные приставки, позволяющие в широких пределах регулировать вольтамперные характеристики сварочных преобразователей постоянного тока в зависимости от условий сварки. Кроме 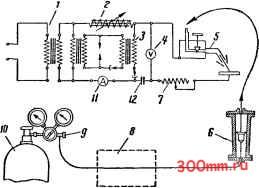 Рис. 108. Схема установки для аргоно-дуговой сварки на переменном токе: / - сварочный трансформатор, 2 - дроссель, 3 - осциллятор, 4 - вольтметр, 5 - горелка, 6 - указатель расхода аргона (ротаметр), 7 - балластный реостат, 8- установка для очистки аргона (показано условно), 9- редуктор, 10 - баллон с аргоном, - амперметр, 12 - батарея конденсаторов ТОГО, используются выпрямительные полупроводниковые установки для преобразования переменного тока в. постоянный сварочный ток (см. гл. XIX, § 4). Сварочные горелки (электрододержатели) для аргоно-дуговой сварки. Эти горелки имеют конструкцию, обеспечивающую одновременный подвод к электроду сварочного тока и защитной струи аргона. Разрез горелки-электрододержателя ЭЗР-1-54 средней ве-лячины для сварки током до 200 а показан на рис. 109. Горелка состоит из корпуса 8 с вентилем 5, трубки 5, сопла 10 и головки 2. Аргон поступает по шлангу, надеваемому на ниппель 7, и через вентиль 5 идет по трубке в головку. Выходя через сопло 10, аргон обтекает конец электрода, закрепленного в цанге 9. Горелка имеет сменные цанги для крепления электродов диаметром 1,5; 2 и 2,5 мм. Ток к корпусу горелки подводится по гибкому кабелю 6 и поступает к электроду / через 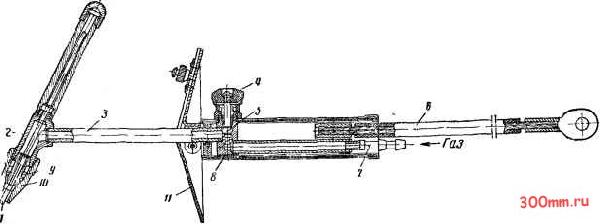 Рис. 109. Сварочная горелка для аргоно-дуговой сварки
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


