
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей зажимы цанги 9. Расход аргона регулируется вентилем 5, имеющим маховичок 4 Для защиты руки сварщика от тепла сварочной дуги горелка снабжается щитком из листовой фибры Для надлежащей защиты конца электрода и расплавленного металла струей аргона диаметр отверстия и расход аргона должны быть равны- Диаметр вольфрамового электрода, л;и 1,5-2 2,5-3 Диаметр выходного отверстия сопла, мм 5-7 7-9 Расход аргона, л/жы 2-3 4-5 9-12 12-14 6-8 10-12 При токе свыше 200 а применяют горелки-электро-додержатели с водяным охлаждением. Для приварки в отдельных точках изделий из нержавеющей стали, алюминия и других металлов используются горелки-пистолеты (рис. ПО). Они предназначены для односторонней аргоно-дуговой сварки, которая производится автоматически при нажатии на выключатель 2 Конец электрода и сварочная дуга защищены мундштуком /, который во время сварки плотно прижимается к поверхности металла. Мундштук охлаждается водой, подводимой ПО-трубкам 3. 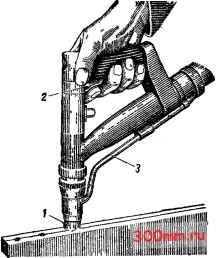 Рис по Горелка-пистолет для точечной аргоно-дуговой сварки § 3. Технология аргоно-дуговой сварки различных металлов Аргоно-дуговая сварка тонколистовой д1ержавеющей и жароупорной аустенитной стали. Производится без использования или с использованием присадочного металла, что зависит от толщины металла и способа подготовки кромок. Присадочный металл вводится в сварочную ванну или закладывается в шов до сварки Типы сварных соединений, применяемых при сварке тонколистовой стали, показаны на рис П1. Перед сваркой поверхность кромок должна зачищаться до блеска стальной щеткой, а затем промываться растворителем (дихлорэтаном, ацетоном, авиабензином) для удаления жира, следы которого вызывают пористость шва и уменьшают устойчивость дуги. Перед сваркой детали прихватываются через каждые 50-75 мм. При ручной и механизированной сварке нержавеющей стали обычно применяют вольфрамовые электроды, допускающие повышенную плотность тока, вследствие чего увеличивается производительность сварки. При сварке плавящимся электродом используется проволока того же состава, что и свариваемый металл. 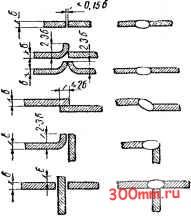 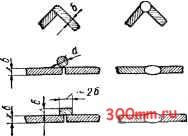 Рис. 111. Типы соединений, применяемых при аргоно-дуговой сварке тонколистового металла Аргон, предназначенный для сварки сплавов, содержащих более 20% хрома, не должен содержать влаги и углекислоты, а содержание кислорода в нем не должно превышать 0,05%. Сварку ведут справа налево. Угол между присадочным прутком и свариваемым металлом не должен превышать 15-20°. Пруток лучше укладывать на линию шва. В этом случае струя аргона надежнее защищает плавящийся металл прутка и изделия. Присадочный металл вводится в ванну равномерно, так как он перемещается по шву впереди горелки. Поперечные движения прутком делать нельзя, так как при этом в зону сварки может попадать кислород и окислять металл. При сварке без присадочного металла электрод держат по отношению к листу под углом 90°. В целях уменьшения расхода вольфрамовых электродов нельзя прекращать подачу аргона сразу после окончания сварки; это рекомендуется делать спустя 1-1,5 мин, когда конец электрода уже охладится. Дуга зажигается при касании электродом металла, после чего электрод отводят, поддерживая длину дуги 1,5-2 мм. При сварке вольфрамовым электродом на переменном токе для облегчения зажигания дуги в том месте, где начинают сварку, укладывают графитовый стержень. Зажженную на этом стержне дугу затем переводят на свариваемый металл. Ручная сварка нержавеющих и жароупорных аустенитных сталей вольфрамовым электродом в среде аргона производится на постоянном токе прямой полярности; может применяться и переменный ток с использованием осциллятора. Сталь толщиной более 3 мм сваривают плавящимся электродом из проволоки нержавеющей стали на постоянном токе обратной полярности. Режимы ручной сварки вольфрамовым электродом из тонкой нержавеющей стали в среде аргона приведены в табл. 35. Для сварки швов на вертикальной плоскости ток снижают на 10-15%, а для потолочных швов - на 20% против величин, указанных в табл. 35. Таблица 35 Режимы ручной аргоно-дуговой сварки нержавеющей аустенитной стали в среде аргона
Для защиты обратной стороны шва от воздействия воздуха используют медные и стальные подкладки. При этом во время сварки струю аргона подводят также под нижнюю поверхность кромок свариваемых листов, для чего в подкладке делается канавка, расположенная вдоль линии шва. Аргоно-дуговая сварка легких сплавов. Эти сплавы при нагревании, склонны к окислению кислородом воздуха. Они покрываются тугоплавкой пленкой окиси, сильно затрудняющей сварку. Маг-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


