
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей ниевые сплавы, кроме того, способны в расплавленном виде поглощать азот, образуя нитриды магния. Применение для этих сплавов аргоно-дуговой сварки особенно целесообразно. При сварке легких сплавов применяются такие же типы соединений, как и при сварке тонколистовой нержавеющей стали (см. рис. 111). Перед сваркой кромки листов должны бьп-ь на ширине 25-30 М.М, очищены шкуркой или щеткой из тонкой проволоки. Кромки деталей из алюминиевых сплавов можно очищать травлением в растворе хромовой кислоты. Перед травлением кромки обезжиривают растворителем или теплым раствором каустика. После травления кромки промывают горячей водой и тщательно протирают. Сварка должна производиться не позже чем через 8 час после травления, иначе поверхность листов вновь покроется слоем окислов При ручной сварке легких сплавов толщиной до 5-6 мм применяют вольфрамовые электроды. Для сварки магниевых сплавов следует брать аргон, содержащий не более 0,05% кислорода и не более 0,4% азота. В отдельных случаях можно применять аргон даже с большим содержанием азота, но обязательно очищенный от следов кислорода и влаги. Алюминиевые сплавы можно сваривать в аргоне, содержащем не более 0,03% кислорода. Для этих сплавов особенно вредной является примесь влаги в аргоне, которую следует удалять тщательной осушкой газа, а также самих баллонов перед наполнением их аргоном. Присадочным материалом служит проволока или полоски из того же сплава, что и свариваемый. Для сварки термообрабатывае-мых алюминиевых сплавов используют алюминиевую проволоку АК, содержащую до 5% кремния. Сварка производится в приспособлении, зажимающем свариваемые листы в нужном положении. Свариваемые листы укладывают на подкладку из нержавеющей стали, имеющую вдоль линии шва канавку, обеспечивающую формирование обратной стороны шва. Присадочный пруток во время сварки держат под углом 10-30°, а электрод - 70-80° к плоскости сварки. Поперечные колебания электродом и присадочным прутком не производятся. Сварку следует вести с максимально возможной скоростью, при которой еще происходит нормальное сплавление присадочного металла с кромками. При сварке легких сплавов вольфрамовым электродом применяется переменный ток и используется осциллятор. Необходимо также указанными выше способами уменьшать величину составляющей постоянного тока в дуге и повышать устойчивость горения дуги. Режимы сварки легких сплавов на переменном токе приведены в табл. 36. Сварку плавящимся электродом из проволоки того же сплава, что и свариваемый, ведут на постоянном токе обратной полярности. Аргоко-дуговая сварка меди. Сварка производится вольфрамовым электродом на постоянном токе прямой полярности. В качестве инертного газа вместо аргона лучше применять гелий. о 2 * -I 45 о 0.5: ш с и iS - о 2 к X и a So.? I I i 00 O) I 7 7 о о о) о <N СО о о) -< До I lO о CO CO Технология сварки меди этим способом разработана ВНИИАвтогеном. Для изготовления присадочных прутков могут использоваться следующие сплавы: хромистая медь, содержащая 1 - 1,2% хрома, остальное - медь; кремнемарганцовистая медь (эвердур) марки КМЦ-3-1, содержащая 1-1,5% марганца, 2,75-3,5% кремния, остальное - медь. Лучшие результаты получаются при сварке хромистой медью. Для сварки меди толщиной 2-3 м применяют следующий режим: ток 100- 165 а, скорость сварки 22-24 м/час, расход гелия 550-600 л/час, диаметр вольфрамового электрода 2--2,5 мм, диаметр присадочной проволоки 2,5-3 мм, диаметр отверстия мундштука 6 мм. Если в качестве защитного газа применяют аргон или азот, то в этом случае для получения требуемых механических свойств наплавленного металла присадочным прутком служит медная проволока, покрытая флюсом. В состав флюса вводятся раскислители (фосфор, кремний и марганец) в виде ферросплавов: феррофосфора, ферросилиция и ферромарганца. Флюс можно наносить не на проволоку, а насыпать в канавку подкладки, расположенную под швом. Механизированная сварка. Аргоно-дуговую сварку легко можно механизировать и автоматизировать. При механизированной сварке неплавящимся вольфрамовым электродом сварочную горелку соответствующей конструкции укрепляют на самоходной тележке, двигающейся вдоль шва с заданной скоростью, или на специальном станке, перемещающем изделие (например, вращающем обечайку при приварке к ней днищ). Скорость процесса сварки уве- личивается в два-три раза по сравнению с ручной сваркой, расход вольфрамовых электродов снижается на 15-20%, улучшается качество наплавленного металла и внешний вид шва. Для механизированной сварки плавящимся электродом в среде аргона (или гелия) применяют специальные полуавтоматы и авто- 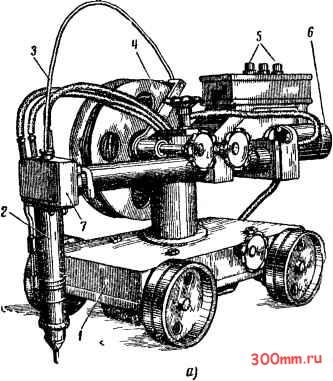 Рис 112. Установка УДПГ-300 для сварки в среде защитных газов* с - сварочный трактор / - тележка, 2 - сварочная головка, 5 -сварочная проволока (электрод), 4 - кассета с проволокой, 5 - кнопки управления. 6 - электродвигатель механизма подачи проволоки. 7- механизм подачи пррво лскн, б - сварочная головка 1 - сопло, 2- сменныйна конечник, 3 - наружная трубка, 4-корпус, 5-направляющая втулка, 6 - трубка для подачи охлаждающей воды маты, по своему устройству близкие к полуавтоматам и сварочным тракторам, используемым при сварке под флюсом Комплект оборудования для сварки плавящимся электродом включает: источник сварочного тока, сварочную головку, механизм для перемещения головки вдоль шва (или для перемещения изделия при неподвижной головке), баллон с защитным газом и газовую аппаратуру Аргоно-дуговая сварка плавящимся электродом производится на постоянном токе обратной полярности В качестве источников сварочного тока применяют низковольтные генераторы постоянного тока типов: ПСГ-350, ПСГ-500, A3Д 7,5/30, ЗП-7,5/30, ГСР-9000 и др., а также сварочные полупроводниковые выпрямители, имеющие пологопадающую или возрастающую
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


