
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Процесс соединения металлических деталей 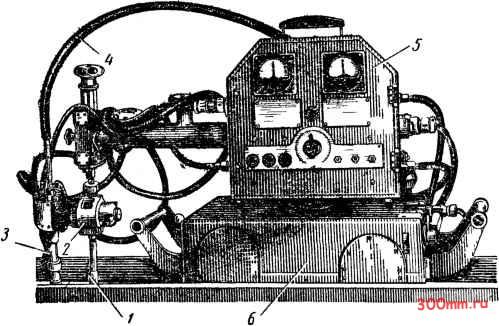 Рис. 113. установка УДС-58 для дуговой сварки в защитных гаэах- i- направляющий ролик, 2 - электродвигатель механизма подачи проволоки, 3 -сварочная головка (пистолет), 4 -шланг со сварочной проволокой внутри, 5 - пульт управления и контрольно измерительных приборов, б - тележка внешнюю характеристику. Для сварки проволокой диаметром более 2 мм можно использовать обычные сварочные преобразователи с падающей внешней характеристикой Данные об источниках тока приведены в главе XIX. Для полуавтоматической сварки легких сплавов проволокой диаметром 1,6-2,5 мм ТОКОМ до 300 а применяют полуавтоматы ПШПА-6 и ПШПА-7, состоящие из переносного пульта управления, механизма подачи проволоки с кассетой и электрододержателя пистолетного типа. В электрододержателе имеются ролики, которые про-tягйвaют проволоку через шланг из кассеты к контактам электродо-Дфжателя Ролики вращаются механизмом подачи через гибкий езлик. Для сварки металла малых толщин проволокой диаметром 0,5- 1,2 мм током до 180 а применяется ранцевый полуавтомат ПШП-9. Механизм подачи проволоки у него расположен в электрододержателе и имеет малогабаритный электродвигатель Проволока протя- гйвается через шланг из кассеты, находящейся в ранце за спиной сварщика. Полуавтоматической сваркой плавящимся электродом в среде аргона можно сваривать металл большой толщины многослойными швами Этим способом можно, например, сваривать изделия из алюминия с толщиной стенки 100 мм и выше, а также заваривать дефекты в литье нз алюминиевых и магниевых сплавов. 8 Заказ 146 013057 На рис. П2, а в качестве примера показана установка типа УДПГ-300 для автоматической сварки в среде защитных газов, а на рис. П2, б -сварочная головка для этой установки. Универсальная установка УДС-58 служит для газодуговой сварки цветных и черных металлов плавящимся электродом в среде аргона, гелия, а также углекислого газа; она разработана ВНИИАвтогеном (рис. ПЗ). Установка имеет два варианта комплектовки: УДС-1-58 для ручной и механизированной сварки и второй- УДС-2-58 только для ручной сварки. Сварочная головка (пистолет) установки УДС-1-58 для подачи проволоки снабжена легким, малогабаритным тянущим механизмом, что позволяет пользоваться как жесткими, так и мягкими проволоками различных диаметров. Кассету с проволокой крепят на пульте управления или на заплечном ранце. Технические данные установки УДС-58 следующие: Ток, а................. 40 500 Диаметр проволоки, мм......... 0,5 - 2 Расход газа, л/мин........... 6 - 30 Скорость подачи проволоки, м/мин .... 2 - 15 Бес пистолета, кг............ 1,4 ГЛАВА XIII СВАРКА в СРЕДЕ УГЛЕКИСЛОГО ГАЗА § 1. Особенности процесса сварки в среде углекислого газа В 1952 г. ЦНИИТМАШ была разработана технология дуговой сварки стали плавящимся электродом в защитной среде углекислого газа, что явилось крупным достижением советской сварочной техники, направленным на дальнейшее усовершенствование методов сварки. Дуга образуется между концом голой проволоки, являющейся плавящимся электродом, и свариваемым изделием; горение дуги происходит в атмосфере углекислого газа, который подается в зону сварки по наружному мундштуку и защищает расплавленный металл от кислорода и азота окружающего воздуха. Преимущество сварки в среде углекислого газа перед сваркой под флюсом состоит в том, что сварщик может наблюдать за ходом сварки и горением дуги, так как ока не закрыта флюсом; отсутствие флюса делает ненужными приспособления для его подачи и отсоса, усложняющие сварочное оборудование; отпадает необходимость в последующей очистке швов от шлака и остатков флюса, особенно при многослойной сварке. Коэффициент наплавки при сварке в среде углекислого газа выше, чем при сварке под флюсом. При сварке током прямой полярности этот коэффициент в 1,5-1,8 раза выше, чем при сварке током обратной полярности. Процесс сварки отличается высокой производительностью, достигающей 18 кг/час наплавленного металла. Скорость сварки достигает 60 м/час. Производительность сварки в среде углекислого газа в 2,5-4 раза выше, чем производительность ручной сварки покрытыми электродами, и в 1,5 раза выше, чем при сварке под флюсом. Стоимость наплавки 1 кг металла при сварке в среде углекис-п° по - Р меньше, чем при ручной сварке, и на 10-20% меньше, чем при автоматической сварке под флюсом. Сварка в защитной среде углекислого газа сейчас широко при-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


